
這些LCP注塑成型知識(shí),你不一定都曉得!
已有人閱讀此文 - -
1. LCP料的工藝處理(液晶顯示屏高聚物)
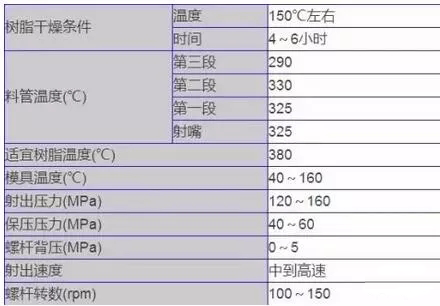
關(guān)鍵:LCP料應(yīng)用前要風(fēng)干,溫度約150℃上下,時(shí)間約4~6鐘頭,去濕后的LCP料剩下水分的成分應(yīng)在0.02%下列,漏點(diǎn)維持在-35 ℃。
留意:提議干燥機(jī)采用真空泵除濕干燥機(jī),不能用一般的干燥機(jī)。因真空泵除濕干燥機(jī)可將LCP料中的水分抽出來(lái),而一般的干燥機(jī)則不可以將料中的水分徹底抽出來(lái),較難做到制品規(guī)定的品質(zhì)。
2. LCP料注塑工藝加工工藝
成形時(shí)要留意以下難題:
① 選用比例式背壓使投料更精準(zhǔn)、平穩(wěn);
② 大制品能夠 應(yīng)用背壓大,小制品背壓小;
③ 大的制品假如背壓小,則相對(duì)密度相對(duì)性也會(huì)較小,且表層光滑度較弱;
④ 高靈敏射出去系統(tǒng)軟件及全自動(dòng)V-P(V射出去工作壓力、P固化工作壓力)變換作用,使制品高精密平穩(wěn),在有必須的狀況下(例如制品十分高精密),提議在模芯進(jìn)膠口處安裝液位傳感器,使V-P轉(zhuǎn)換更貼近具體;
n啤平面圖的制品固化時(shí)間一般不可以太長(zhǎng),不然非常容易造成制品漲縮形變并造成地應(yīng)力;
⑥ LCP料在料管內(nèi)停留時(shí)間太長(zhǎng)或是含量過(guò)多非常容易使LCP料太過(guò),制品表層會(huì)出現(xiàn)汽泡,一般料管熔膠完畢三秒內(nèi)就出模,含量確保在 5毫米之內(nèi);
⑦ 假如關(guān)機(jī)再度啟動(dòng)時(shí)要將廢棄物射出去;
⑧ 成形周期時(shí)間在于制品的尺寸、樣子、薄厚、模具設(shè)計(jì)及成形標(biāo)準(zhǔn)。LCP料具備優(yōu)良的流通性,因此添充時(shí)間較為短,且結(jié)晶體成形速率較快,因而成形周期時(shí)間較為短。
3. LCP料專(zhuān)用型塑料機(jī)挑選簡(jiǎn)述
務(wù)必挑選LCP料專(zhuān)用型塑料機(jī);
擠出機(jī)螺桿必須應(yīng)用耐磨性能最佳的原材料生產(chǎn)制造;
擠出機(jī)螺桿頭頂部應(yīng)用能避免倒流的構(gòu)造;
必須較高精密的溫度控制系統(tǒng)軟件;
射嘴一部分必須非常設(shè)計(jì)方案;
投料及射出去系統(tǒng)軟件反映要靈巧;
射進(jìn)料管容積要留意相互配合制品凈重,不能過(guò)多或太少。
4. LCP料專(zhuān)用型磨具加工工藝關(guān)鍵
① LCP制品的沖壓模具很重要,磨具的進(jìn)膠口應(yīng)選用一般對(duì)外開(kāi)放嘴,而不選用熱嘴,假如用熱嘴制品非常容易出泡,即溫度過(guò)高易造成商品太過(guò)。
② 一般磨具溫度在140℃上下?o上(前)模溫度應(yīng)高過(guò)下(后)模,因上(前)模溫度高熔化膠的流通性好不容易導(dǎo)致冷膠,下(后)模溫度低制品非常容易結(jié)晶體成形,上(前)下(后)模溫度差不超過(guò)15 ℃。
③ 在模溫挑選層面,為減少成形周期時(shí)間、避免披鋒,應(yīng)挑選較低的模溫;假如規(guī)定制品規(guī)格可靠性高,降低接縫處的造成及填充不夠等難題時(shí),則應(yīng)挑選較高的模溫。
5. 工作壓力和速率
最好的工作壓力務(wù)必在于原材料、制品樣子、沖壓模具(非常是直進(jìn)膠口、流道、進(jìn)膠口)以及他的成形標(biāo)準(zhǔn)。可是LCP無(wú)一切等級(jí)其熔化黏度全是極低的,因此工作壓力比一般的熱延展性環(huán)氧樹(shù)脂要低。
成形一開(kāi)始時(shí)選用底壓,隨后漸漸地提升工作壓力,它是一種比較好的方式。大多的成形品在15MPa-45MPa的工作壓力下就可以成形。此外,LCP的干固時(shí)間較為快,因此速度更快則易獲得好的結(jié)果。
6. 成形周期時(shí)間
成形周期時(shí)間在于成形品的尺寸、樣子、薄厚、模具設(shè)計(jì)及成形標(biāo)準(zhǔn)。如同上邊常說(shuō)的那般LCP具備優(yōu)良的流通性,因此它的添充時(shí)間較為短,且干固速率也較為快,因此我們可以獲得較短的成形周期時(shí)間。象征性的成形周期時(shí)間為10秒-三十秒。
來(lái)源于:微注塑加工







