
注塑成型中填充進(jìn)程解析
已有人閱讀此文 - -注塑成型加工制品的要求逐漸朝高精度、超微或者超大型、超厚超薄以及特殊環(huán)境要求制件等方向邁進(jìn),注塑制品的外觀及功能性要求也越來越苛刻及精細(xì)化,標(biāo)準(zhǔn)注塑機(jī)、萬能注塑機(jī)等傳統(tǒng)生產(chǎn)模式的份額不斷萎縮,定制注塑機(jī)的比重也越來越大,同時(shí)對(duì)注塑從業(yè)人員技能要求也越來越細(xì)分化和專業(yè)化。本文就注塑成型中最重要的塑料充模機(jī)理作解析,期望為注塑工程師制定注塑工藝帶來一定幫助。
塑料填充過程中的速度和壓力
注塑機(jī)將熔好的塑料熔體從注塑機(jī)前端送到模具型腔內(nèi),就是注塑成型過程中的一次填充過程,在注塑機(jī)操作面板上,給予注塑機(jī)的指令如下圖所示:
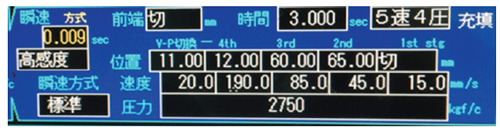
這是一個(gè)薄壁產(chǎn)品的注塑填充工藝:射膠壓力2750 kgf/cm2,射膠時(shí)間3秒,5段速度是15、45、85、190、20 mm/s,以位置來切換速度。在國產(chǎn)注塑機(jī)上面,注塑壓力也和注塑速度一樣分很多段控制,每段速度對(duì)應(yīng)給一段壓力,這是因?yàn)閲a(chǎn)注塑機(jī)一般都是開環(huán)控制,很多時(shí)候設(shè)定的速度轉(zhuǎn)換得不到機(jī)器執(zhí)行,因此每段速度單獨(dú)給予壓力控制,可以讓機(jī)器對(duì)每一段速度都進(jìn)行執(zhí)行。
事實(shí)上,很多從業(yè)者并不很了解注塑速度與注塑壓力之間的關(guān)系,以為壓力和速度是兩個(gè)概念。其實(shí)不然,真實(shí)情形可以理解成這樣:一臺(tái)理論上完全精密無瑕疵的注塑機(jī),可以用其100%壓力做注塑方面的工作,注塑工程師完全可以不做任何注塑壓力方面的調(diào)整,甚至在注塑機(jī)操作面板上都不需要列出這個(gè)參數(shù),只要注塑速度控制精準(zhǔn)無誤就行了。注塑壓力就是注塑速度的必要條件,能讓注塑速度準(zhǔn)確無誤執(zhí)行就是注塑壓力的使命。當(dāng)注塑壓力沒有的時(shí)候,注塑速度不管設(shè)置多少都是無法執(zhí)行的。另一方面,從注塑機(jī)的角度考慮,“注塑”這一動(dòng)作就是油閥通油到油缸,推動(dòng)油缸活塞向前從而推動(dòng)注塑機(jī)螺桿向前運(yùn)動(dòng)達(dá)成注塑的目的。當(dāng)注塑速度增大,單位時(shí)間內(nèi)就需要更多液壓油進(jìn)入油缸推動(dòng)螺桿向前運(yùn)動(dòng)以達(dá)到目的。
事實(shí)上,在注塑填充過程中,在注塑螺桿運(yùn)動(dòng)的某一段路程上,用低速注塑和用高速注塑在同一路段上所填充進(jìn)去的塑料量是完全不同的,如注塑速度是10 mm/s,可能填充的注塑量是10克;而注塑速度是60 mm/s,填充的注塑量是35克。這和融化后塑料的粘度、注塑時(shí)模具溫度、注塑流道結(jié)構(gòu)、注塑時(shí)塑料溫度變化以及注塑機(jī)螺桿與料筒配合間隙都有密切關(guān)系,注塑速度小,熔料在機(jī)筒內(nèi)損失較多,通過射嘴、流道、模具進(jìn)膠口及產(chǎn)品壁厚上能量損失大,因此注塑量也相應(yīng)變小。
注塑速度變換的方式
注塑機(jī)在注塑填充過程中,螺桿向前推動(dòng)塑料熔料擠到模具完成注塑過程,注塑速度的大小變化是為了以下幾個(gè)方面滿足要求:
1、更快將熔料射入模具,防止充填不足的問題出現(xiàn);
2、料流融合處夾線強(qiáng)度及外觀調(diào)整;
3、進(jìn)膠點(diǎn)處防止氣紋;
4、產(chǎn)品薄壁處防止熔體破碎,避免銀紋或料流紋產(chǎn)生;
5、困氣;
6、模具分型面或者某些薄弱位置披鋒。
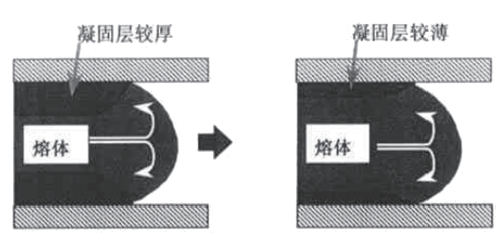
注塑速度變化也意味著熔料在相同路程上注塑量的變化,這使得注塑過程變得更復(fù)雜,就算是注塑中模具溫度不同,注塑過程中產(chǎn)生的結(jié)果也完全不一樣。熔料在模具中保持同樣路程和速度,模具溫度高和模具溫度低,所注塑量完全不一樣:同樣注塑速度,模具溫度低,熔料冷卻快,凝固層厚,注塑量會(huì)變小;模具溫度高,凝固層薄,注塑量會(huì)變大。這就使得注塑機(jī)指令執(zhí)行后,產(chǎn)品注塑的真實(shí)情況必須要試模才能真實(shí)把握。
我們知道,注塑速度的產(chǎn)生,在注塑機(jī)上是注塑油缸進(jìn)油,推動(dòng)螺桿向前完成動(dòng)作。如果我們將某段注塑速度設(shè)置為50 mm/s(大部分注塑機(jī)以百分比顯示注塑速度,原理一樣),那注塑機(jī)從0 mm/s到50 mm/s,需要多少時(shí)間和路程?而當(dāng)注塑機(jī)到某個(gè)位置從50 mm/s速度變成0 mm/s速度,又需要多少時(shí)間和路程?這在注塑機(jī)設(shè)計(jì)上是個(gè)非常重要參數(shù),響應(yīng)太慢相當(dāng)于注塑速度執(zhí)行不到位,這速度就沒意義,特別是在高速注塑的注塑機(jī)上,響應(yīng)的快慢直接決定注塑能否生產(chǎn)出合格的產(chǎn)品。
而注塑機(jī)執(zhí)行速度指令響應(yīng)足夠快,如前面所示190 mm/s能完美在20毫秒內(nèi)執(zhí)行,那190 mm/s后一個(gè)指令速度變成20 mm/s,很多注塑機(jī)根本執(zhí)行不了20 mm/s。因?yàn)?90 mm/s這個(gè)指令運(yùn)行所產(chǎn)生的慣性直接覆蓋了20 mm/s這個(gè)指令,使20 mm/s的指令根本得不到執(zhí)行,即給注塑工程師的感覺就是參數(shù)怎么調(diào)都沒用,機(jī)器控制不了。要使20 mm/s這個(gè)指令能執(zhí)行,需要等190 mm/s這個(gè)指令所產(chǎn)生的慣性向前沖完成后才能執(zhí)行。這和汽車高速前進(jìn)時(shí)剎車的原理一樣,若要在預(yù)備的位置把車子停下來,需要提前開始剎車才有用。
在注塑機(jī)設(shè)計(jì)上,閉環(huán)控制系統(tǒng)就是為了讓190 mm/s這個(gè)指令能更好地執(zhí)行,但并非有閉環(huán)控制系統(tǒng)就能完美執(zhí)行190 mm/s這個(gè)指令。其實(shí),大多數(shù)注塑機(jī)根本沒有閉環(huán)控制系統(tǒng),注塑工程師設(shè)計(jì)的很多工藝指令注塑機(jī)并不能執(zhí)行,所以在精密注塑成型上就無法生產(chǎn)出尺寸要求精確的制品。
注塑工程師在設(shè)計(jì)注塑工藝時(shí),在響應(yīng)時(shí)間足夠快的注塑機(jī)上,注塑速度的實(shí)現(xiàn)是依賴于足夠注塑壓力的。一個(gè)50 mm/s速度的參數(shù),在執(zhí)行時(shí)注塑機(jī)顯示的實(shí)際壓力已經(jīng)達(dá)到注塑工程師設(shè)定的壓力,這速度大多是沒有執(zhí)行到的,注塑工藝中真實(shí)的注塑速度是在該注塑壓力下能達(dá)到的最高速度,而并非工程師設(shè)計(jì)的速度。而該速度執(zhí)行到的位置,是注塑機(jī)螺桿位置慣性速度低于后一段速度時(shí)開始的位置。如上190 mm/s本來執(zhí)行到12 mm位置,但因190 mm/s速度慣性原因,后面20 mm/s在12 mm處沒有執(zhí)行,閉環(huán)控制系統(tǒng)可能使螺桿在11.5 mm處速度低于20 mm/s,注塑機(jī)就從該處開始執(zhí)行20 mm/s速度,沒有閉環(huán)控制的話,注塑機(jī)可能直接沖過11 mm,而20 mm/s這個(gè)速度就完全得不到執(zhí)行了。
為了使注塑工藝和指令一致,工程師在設(shè)計(jì)注塑工藝時(shí),速度必須有注塑壓力保障,指令執(zhí)行到的位置必須是受工藝控制的,這樣的工藝才可能是穩(wěn)定的。
注塑工藝保壓切換點(diǎn)選擇
注塑從充模到保壓切換,稱為V-P切換,就是速度到壓力切換,一般選擇在產(chǎn)品填充量到95-98%時(shí)進(jìn)行V-P切換。切換過早導(dǎo)致產(chǎn)品缺膠,切換過晚則導(dǎo)致產(chǎn)品披鋒、內(nèi)應(yīng)力大。切換一般有以下幾種方式:
1、時(shí)間切換:設(shè)定一個(gè)注射時(shí)間,時(shí)間一到,馬上進(jìn)行保壓。這種方式一般用于高速高壓注塑,螺桿位置很難精確停位,產(chǎn)品都非常薄,要求非常短時(shí)間(2秒內(nèi))能將材料射入模腔;
2、壓力切換:壓力切換有模腔壓力切換、射嘴壓力切換及系統(tǒng)壓力切換方式,模腔壓力切換和射嘴壓力切換都要在相應(yīng)位置裝壓力傳感器才能實(shí)現(xiàn),真正做到精密度高的壓力切換是型腔壓力切換,缺點(diǎn)是成本較高,每一套模具都要制作一套傳感器;
3、位置切換:以螺桿位置來作為注塑V-P切換依據(jù),這也是目前注塑生產(chǎn)最常用的方法,成本低也比較準(zhǔn)確,但與型腔壓力切換相比,精度不夠高。
在實(shí)際注塑生產(chǎn)現(xiàn)場,很多時(shí)候V-P切換并不嚴(yán)謹(jǐn),如下圖所示:

該參數(shù)設(shè)定是位置切換方式,但轉(zhuǎn)保壓位置設(shè)定是0 mm,注塑機(jī)在執(zhí)行工藝時(shí),指令只能執(zhí)行到射出一段或者射出二段,射出時(shí)間到了,工藝不再執(zhí)行下去,實(shí)際上只是一個(gè)以時(shí)間切換方式完成的V-P切換(有的注塑機(jī)程序會(huì)報(bào)警不再執(zhí)行)。在產(chǎn)品對(duì)工藝要求嚴(yán)格的場合,不嚴(yán)格的注塑工藝肯定是不穩(wěn)定且產(chǎn)品合格率不高的工藝。
來源:榮格







