
【干貨】ABS注塑件如何增加光亮度?
- 注塑工藝- 閱 200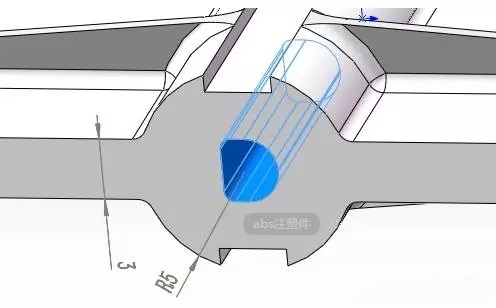
搜料網資訊: 一、注塑模具 1.若模具型腔加工不良,如有傷痕、微孔、磨損、粗糙等不足,勢必會反應到塑件上,使塑件光澤不良,對此,要精心加工模具,使型腔表面有較小的粗糙度...
硅烷偶聯劑---連接有機與無機的橋梁
- 其他知識- 閱 404
搜料網資訊: 偶聯劑是一種在無機材料和高分子材料的復合體系中, 能通過物理和/或化學作用把二者結合,亦或能通過物理和/或化學反應, 使二者的親和性得到改善, 從而提高復合材料綜...
【干貨】淺述結晶型塑料加工工藝
- 其他知識- 閱 356
搜料網資訊: 結晶型塑料的結晶度與結晶形態影響到制品的物理、力學性能。若成型時的冷卻速度慢,有利于形成結晶,可以提高結晶度。因此,要得到力學性能優良與表面粗糙度低的...
【干貨】低壓注塑成型工藝介紹及其應用領域
- 注塑工藝- 閱 367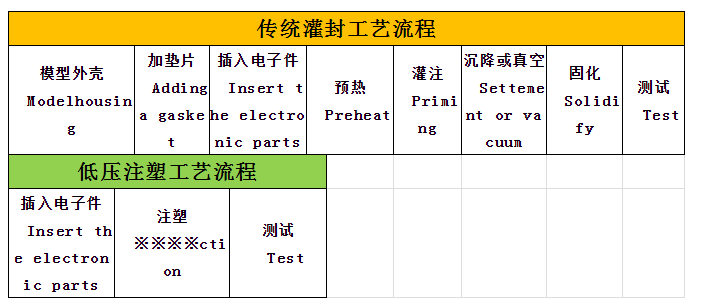
搜料網資訊: 低壓注塑成型工藝是一種以很低的注塑壓力(1.5~40bar)將熱熔材料注入模具并快速固化成型(5~50秒)的系統封裝工藝方法,該系統由材料、模具、設備和應用技術組成...
常見無機填料分類和在改性PP中的應用
- 其他知識- 閱 763
搜料網資訊: 聚丙烯(PP)由于其模量小,缺口敏感性強,沖擊強度低,特別是低溫和高應變速率下的沖擊強度低,作為工程塑料的應用受到限制。通常通過加入彈性體來增加PP的韌性,...
填充、保壓、冷卻、脫模四個階段告訴你——什么是塑膠注塑成
- 注塑工藝- 閱 1069
搜料網資訊: 塑膠的注塑成型工藝過程主要包括填充、保壓、冷卻、脫模四個階段,這四個階段直接決定著制品的成型質量,而且這四個階段是一個完整的連續過程。 一、 填充階段 填...
【干貨】TPE原材料加工時易出現的問題及解決辦法
- 其他知識- 閱 274
搜料網資訊: 成品出模變形 可能原因 1、冷卻時間太短,成品未能足夠冷卻; 2、開模速度過快,強拉變形; 3、產品構造有缺陷; 4、模溫過高,成品冷卻不到位。 解決方法 1、延長冷...
【干貨】影響PC/ABS合金性能的四點因素
- 其他知識- 閱 397
搜料網資訊: PC(聚碳酸酯)/ABS(丙烯腈/丁二烯/苯乙烯)共聚物(PC/ABS)合金是一種性能優良、價格低廉的工程塑料,在工業上應用廣泛。合金中的ABS組分既能為PC/ABS合金提供較好的...
一次性塑料對環境影響的五個常見誤解
- 其他知識- 閱 427
搜料網資訊: 站在超市的汽水貨架邊,周圍是一排排色彩鮮艷的塑料瓶和金屬罐,很容易得出這樣的結論:這里的主要環境問題是一次性容器過多,如果我們簡單地回收更多的一次性容...
【干貨】成形尺寸不良!如何解決?
- 其他知識- 閱 334
搜料網資訊: 一、尺寸偏小的不良 成形品偏小于規格尺寸 原因 地球上的東西大多數物質都有熱脹冷縮的特性,樹脂也一樣,所以成形品被成形后開始收縮,一直冷卻到與常溫相等的時...
【干貨】射出成形中各階段的操作條件設定重點
- 其他知識- 閱 412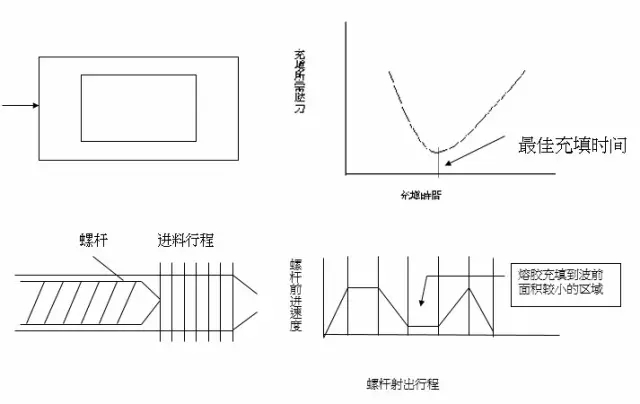
搜料網資訊: 固體塑料的塑化階段 一、料缸溫度及噴嘴溫度 (1)由第一段(入料處)到第三段(噴嘴前)逐漸升溫,每段溫度設定值約相差5~10℃,逐步將塑料加熱到適當的加工溫度,各種塑料...
注塑工藝中常見產品缺陷及其原因
- 注塑工藝- 閱 429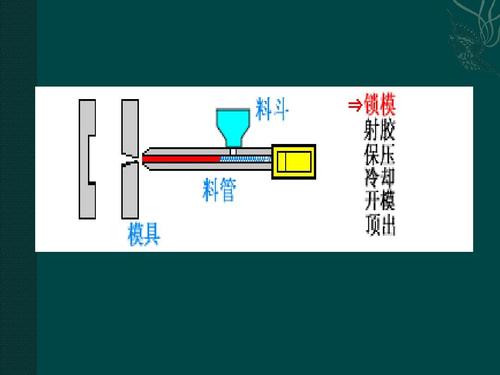
搜料網資訊: 流涎 a. 材料烘干不徹底或材料受潮 b. 預塑速度 (螺桿轉速) 太快 c. 噴嘴溫度太高 d. 不好的回料 (粉狀) e. 回吸量不夠 f. 噴嘴接觸力不足 g. 噴嘴與模具澆口套尺寸不匹配...
PEN酯化三大控制技術決定這種新材料品質
- 材料介紹- 閱 334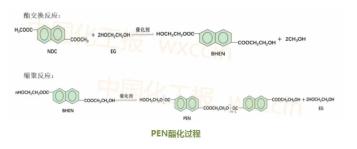
搜料網資訊: PEN是20世紀90年代商業化的新一代聚酯產品,它具有優越的物理機械性能、耐熱性能、染色性能、力學性能、氣體阻隔性能以及抗紫外輻射性。它可以作為聚對苯二甲酸乙二...
【干貨】解讀可堆肥降解塑料標準EN13432
- 其他知識- 閱 1746
搜料網資訊: 在討論生物塑料時,生物降解性并不是一個法律概念。自2002年以來,歐洲標準EN13432已經在英國認證了包裝材料的可堆肥性。這要求在180天的時間內,堆肥的生物降解率至...
抗氧劑 1010和1076的區別
- 其他知識- 閱 463
搜料網資訊: 同為受阻酚類抗氧劑, 1010 的有效官能團是 1076 的四倍 ,也就是說效能高。 用法上主要考慮后期與樹脂的相容性上,和加工情況而定。 1010:性質:學名[-(3,5二叔丁基...