
SPE-China:新型微發泡注塑成型技術
已有人閱讀此文 - -微孔聚合物泡沫是帶有十億細微汽泡的塑料,他們的孔隙度直徑低于100μm,每企業體積密度超過108 /cm3。第一個商業服務微聚氨酯發泡注塑工藝技術性(即Trexel企業的MuCell注塑成型)于二十世紀90年代,以麻州研究室開展的科學研究為基本被開發設計出去。在這類初始的最常見的微孔泡沫注塑成型中,超臨界流體(SCF)的泵模塊用以充壓物理學發泡膠(PBA)(氮(N 2)或二氧化碳(CO 2))至超臨界萃取工作壓力水準。隨后PBA根據一個霧化噴嘴閥引進到含熔融聚合物的料筒中。以這類方法,該汽體在注入前便融解到聚合物中。這類泡沫形成加工工藝的益處是,塑料收購 被容許,促使他們的碳耗費降低,原料的成本費減少。因為引進了MuCell技術性,不一樣的微孔發泡技術早已產品研發取得成功,而且該方式已在轎車、電子計算機和家用電器行業獲得了巨大成就。可是,在這種較新的技術性中,大家依然必須應用SCF泵模塊(將氮或二氧化碳充壓到超臨界狀態),它造成了設備和實際操作成本費的持續提升。
在這里一研究領域中,雖然憑空捏造,但仍存有極強的意識覺得微孔泡沫的提前準備必須超臨界萃取CO2或N2,那樣的SCFS出示了獨特的特性。與此相反,早已有試驗證實,CO2和N2在熱固性聚合物中的溶解性考慮亨利定律(即,汽體乃至能夠在小于臨界壓力下融解在聚合物中)。因而,理論上,即便當飽和壓力(相匹配于融解PBA濃度值)比臨界壓力值低,大家還可以開展物理學聚氨酯發泡。可是,沒有高壓水泵系統軟件的注入成形機都還沒被開發設計出去。
在大家的工作上,大家早已開發設計出一種新的泡沫注入成形的方式(沒有SCF泵模塊)用以生產制造微孔泡沫。大家根據將PBA(即,CO 2或N 2)立即從汽罐傳送到熔融聚合物中簡單化注入成形全過程。此運輸根據一個噴涌閥,我們可以根據應用專業設計方案的實際操作次序和擠出機螺桿配備來完成。
大家的聚氨酯發泡注入成形設備如圖所示1所顯示,包含一個通風口,具備換氣器皿,在設備的正中間。根據該通氣口,不必要的PBA汽體(即,存有熔融聚合物中的汽體殘余 PBA)能夠從熔融聚合物排出來到空氣中。相對的,它還可以被用于將PBA汽體引進至該熔融聚合物中(當聚合物在PBA中的濃度值小于飽和點時)。實際地,我們可以根據調節換氣器皿內的工作壓力來調節融解在熔融聚合物中的PBA濃度值。我們可以根據排出來管道頂端的凝汽式控制器來管控換氣器皿的工作壓力。
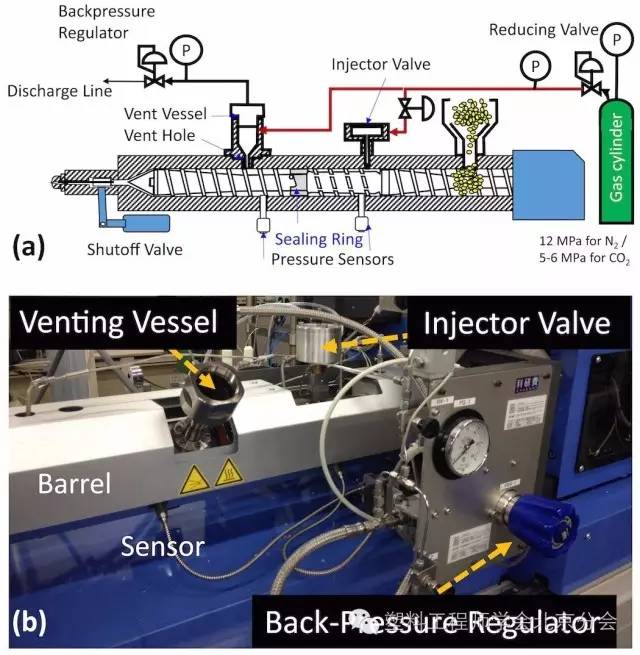
圖1 (a)新式泡沫塑料機平面圖(沒有超臨界流體泵模塊)
N2:N2。 CO2:二氧化碳。P:工作壓力指示儀。 (b)物理學發泡膠(PBA)運輸系統軟件,它由一個噴涌閥和換氣器皿構成。 以大家的技術性生產制造的芯后泡沫注塑制品的掃描儀透射電鏡(SEM)圖象如圖2所顯示,大家以三個不一樣的澎漲比制取了這種泡沫(2、3、5)。除此之外,大家應用了CO2或N2做為PBA,開閥時間為0.2秒的霧化噴嘴,工作壓力為5CPa的換氣器皿及其二次工作壓力為8 MPA的氣罐。這種SEM圖象說明,該泡沫體的泡孔規格與基本泡沫注入成形方式獲得的泡沫體基本相同,乃至更小。因而,大家說明,大家的泡沫塑料機和方式能夠取得成功地用以生產制造微孔聚氨酯發泡產品。

圖2 芯后泡沫注塑制品的纖維管掃描儀透射電鏡圖象
這種圖象從垂直平分泡沫體的芯后方位得到。這種泡沫應用了N2或CO2作 PBA,并且以2、3、5的澎漲比得到。每一個試品的均值泡孔規格和聚氨酯發泡溫度各自在每一個圖象的底端和左上方示出。 僅根據從通氣口運輸PBA,大家還可以用大家的系統軟件生產制造微泡沫。聚丙稀注塑制品以及相對的微孔泡沫的一個事例如圖所示3所顯示,大家根據從換氣器皿和孔向熔融聚合物中運輸氣體的方法制取微孔泡沫,另外噴涌閥徹底關掉。氣體由空壓機出示,在其中,氣體被簡易地從大氣壓力縮小至4MPa。根據大家的加工工藝,初始盤形板的尺寸(直徑為100毫米,薄厚為毫米)擴張到薄厚為2毫米。除此之外,該板因為小型汽泡反射面而展現出白。
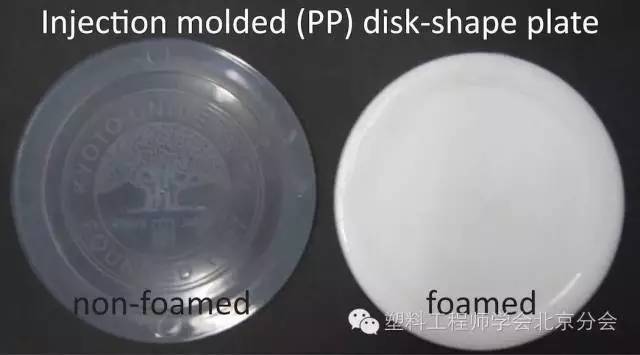
圖3 聚丙稀(PP)注塑制品(左)和它的微孔泡沫(右)
2個板的直徑為100毫米。非聚氨酯發泡和聚氨酯發泡商品的薄厚各自為毫米和2毫米。 總而言之,大家早已開發設計出一種新的注入成形系統軟件,不用SCF泵模塊就可以進行微孔聚合物泡沫的生產制造。在大家的技術性中,我們可以應用非超臨界萃取N2、二氧化碳或空氣壓縮做為物理學發泡膠來生產制造平穩的微孔泡沫原材料。因而,大家早已說明,充壓N2或CO 2至超臨界狀態并不是微孔注入成形的必備條件。在大家將要開展的工作上,大家將根據提升擠出機螺桿設計方案和換氣器皿的PBA傳送來改善大家的技術性。這將使大家可以以較低的成本費輕輕松松地完成目前的注塑工藝機向大家的控制系統設計的變換。
創作者信息內容
Atsushi Yusa
Technology Development Department, Hitachi Maxell, Ltd.
Satoshi Yamamoto
Technology Development Department, Hitachi Maxell, Ltd.
Hideto Goto
Technology Development Department, Hitachi Maxell, Ltd.
Hiromasa Uezono
Injection Molding Machine Division, Japan Steel Works Ltd.
Long Wang
Department of Chemical Engineering, Kyoto University
Shota Ishihara
Department of Chemical Engineering, Kyoto University
Masahiro Ohshima
Department of Chemical Engineering, Kyoto University
Masahiro Ohshima is a professor and the vice dean of the Faculty of Engineering at Kyoto University.論文參考文獻 1,J. Xu, Introduction, Microcellular Injection Molding, pp. 1-11, Wiley, 2010.
2,M. Berry, Microcellular injection molding, Applied Plastic Engineering Handbook, pp. 215-226, Elsevier, 2011.
3,Y. Sato, K. Fujiwara, T. Takikawa, Sumarno, S. Takishima and H. Masuoka, Solubilities and diffusion coefficients of carbon dioxide and nitrogen in polypropylene, high-density polyethylene, and polystyrene under high pressures and temperatures, Fluid Phase Equilibria 162, pp. 261-276, 1999.
4,Y. Sato, T. Takikawa, S. Takishima and H. Masuoka, Solubilities and diffusion coefficients of carbon dioxide in poly(vinyl acetate) and polystyrene, J. Supercrit. Fluids 19, pp. 187-198, 2001.
5,A. Yusa, S. Yamamoto, H. Goto, H. Uezono, F. Asaoka, L. Wang, M. Ando, S. Ishihara and M. Ohshima,A new microcellular foam injection-molding technology using non-supercritical fluid physical blowing agents, Polym. Eng. Sci., 2016.
有關塑料技術工程師學好
塑料技術工程師學好(Society of Plastic Engineers ,SPE),創立于1942年,世界最大、富有盛譽且歷史時間最久遠的塑料領域技術專業研究會,服務宗旨是“在遍布全世界塑料領域所遮蓋互聯網內提升科學研究和技術性專業知識”,全球最著名的原材料經銷商和機器設備生產商均積極開展在其中并出示很多冠名贊助。塑料技術工程師學好我國聯合會由北京化工大學英藍試驗室承擔創建維護保養,并由楊衛民專家教授任現任主席。
來源于:塑料技術服務







