
經典?|?塑料制品的工藝性講解
已有人閱讀此文 - -塑件的工藝性能: 是塑件對成形生產加工的適應能力。
塑件工藝性能設計方案包含:塑料原材料挑選、規格及精度和表面品質、塑件構造塑件工藝性能設計方案的特性:理應考慮性能指標和成型加工工藝的規定,務求保證合理配置、造型設計美觀大方、便于生產制造。
塑料原材料挑選塑料的選料包含:選中塑料基材高聚物(環氧樹脂)類型、塑料實際型號、防腐劑類型與使用量等。
塑料原材料挑選方式1、應用自然環境(不一樣的溫度、環境濕度及物質標準、不一樣的承受力種類挑選不一樣的塑料);
2、應用目標(依據國別、地域、中華民族和實際使用人的不一樣選料);
3、按主要用途開展歸類(按主要用途、作用)。
塑件的規格、精度和表面品質1、塑件的規格
塑件的規格:指塑件的整體規格。
塑件的規格受下邊2個要素危害:
1)、塑料的流通性(大而薄的塑件充模艱難);
2)、機器設備的專業能力(注入量、鎖合模力、工作中櫥柜臺面)。
2、塑件的精度
(1)界定
塑件規格精度:就是指所得到的塑件規格與產品圖片中規格的合乎水平,即所獲塑件規格的精確度。
(2)危害精度要素
☆ 模貝的生產制造精度、磨壞水平和安裝誤差值;
☆ 塑料縮水率的起伏及其成形時加工工藝標準的轉變;
☆ 塑件成形后的時效性轉變。
(3)規格精度的明確
模塑件尺寸公差編號為MT,MT1級精度最大(一般不選用) MT7級精度最少。
針對塑件上孔的尺寸公差可選用標準孔,可用表格中標值冠于( )號。針對塑件上軸的尺寸公差可選用標準軸,可用表格中標值冠于(-)號。一般相互配合一部分規格精度高過非相互配合一部分規格精度。模貝規格精度比塑件規格精度高2-3級。
3、塑件的表面品質
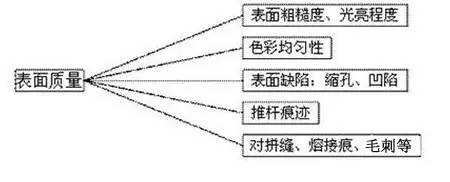
一般模貝表面表面粗糙度要比塑件的規定高 1~2級。
塑件的幾何圖形樣子
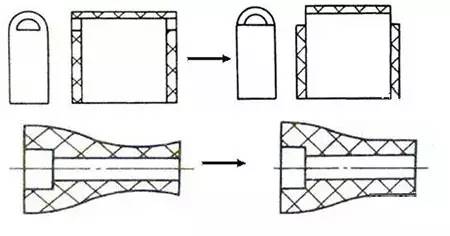
一、表面樣子
塑件的內外表面樣子應盡量確保有益于成形。
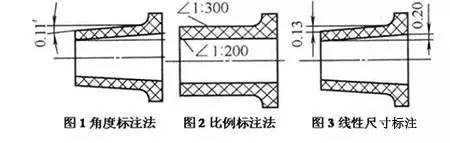
二、脫模斜度
1、界定
為了更好地便于塑件脫模,避免脫模時擦破塑件,務必在塑件內外表面脫模方位上留出充足的斜度α,在模貝上稱之為脫模斜度。
脫模斜度在于塑件的樣子、厚度及塑料的縮水率,一般取30 ′~1°30′。
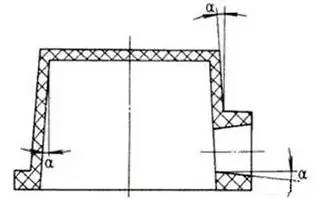
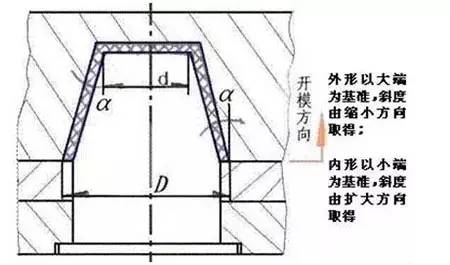
2、脫模斜度方位
3、脫模斜度表明方式
4、脫模斜度設計方案關鍵點
(1)、塑件精度高,選用較小脫模斜度
(2)、規格高的塑件,選用較小脫模斜度
(3)、塑件樣子繁雜不容易脫模,采用很大斜度
(4)、提高塑料選用很大的脫模斜度
(5)、縮水率大,斜度增加
(6)、含潤滑液的塑料選用較小脫模斜度
(7)、從留模方向考慮到:
留到型芯,內表面脫模斜度?外表面
留到凹模,外表面脫模斜度?內表面
三、塑件的厚度
壁厚過小――抗壓強度及彎曲剛度不夠,塑料流動性艱難
壁厚過大――原材料消耗,制冷時間長,易造成缺點
塑件壁厚設計原理:
(1)考慮塑件構造和性能指標規定下取小壁厚;
(2)能承擔發布組織等的沖擊性和震動;
(3)產品聯接擰緊處、鑲件埋進處等具備充足的薄厚;
(4)確保存儲、運送全過程中抗壓強度需要的厚度;
(5)考慮成形時溶體充模所需的厚度。
改進壁厚典型性案例:

四、塑件的筋板
1、筋板的功效:
它能提升制品的抗壓強度、避免和防止塑料的形變和漲縮。
2、筋板設計方案關鍵點:
筋板的底端與壁聯接應弧形銜接,防止外力時,造成應力而被毀壞。

五、圓弧
在考慮應用規定的前提條件下 制品的全部的拐角盡量設計方案成圓弧,或是用弧形銜接。
1、圓弧的功效:
圓弧可防止應力,提升制品抗壓強度;圓弧可有益于充模和脫模;圓弧有益于模具加工,提升模貝抗壓強度。
2、圓弧的明確:

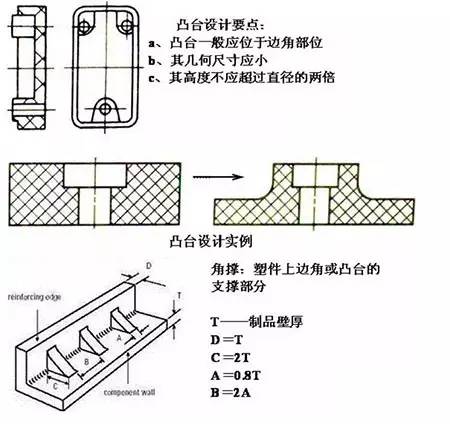
六、塑件的支撐面

七、塑件的凸模與角撐
凸模:是用于提高孔或安裝配件、或為塑件出示支撐點的截錐臺或支撐點塊。
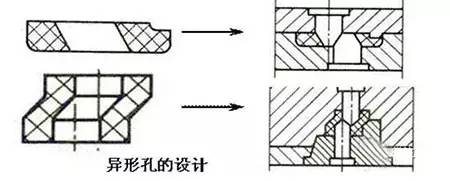
八、塑件上的孔(槽)
1、塑件上的孔三種成形生產加工方式:
a、立即橡塑制品出去;b、橡塑制品成埋孔再打孔通;c、塑件成形后再打孔。
2、普遍孔的設計方案規定:
a、橡塑制品埋孔規定直徑比(長短與直徑的比率)要小些;b、當埋孔直徑?1.5毫米,因為型芯易彎折斷裂,不適合橡塑制品成形;c、肓孔的深層:h ?(3~5)d ;d?1.5毫米時, h ?3d ;d、擰緊用的孔和其他承受力的孔,應設凸模給予提升。
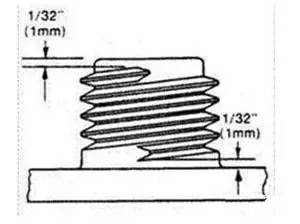
九、塑件上的外螺紋
塑件中的外螺紋能用橡塑制品方式成形出去,或鉆削方式得到。
常常拆卸或承受力大的外螺紋,要選用金屬材料外螺紋鑲件來成形。
十、塑件上的紋路、文本及標記
1、凸字;2、凹字;3、凹痕凸字。
十一、鑲件
1、界定:在塑件內壓進其他的零件產生不拆式的聯接,此壓進零件稱之為鑲件。
鑲件能夠 是金屬材料、夾層玻璃、木料或已成型的塑件。
2、鑲件的功效:
a、提升塑件物理性能和磨壞使用壽命;
b、提升塑件的規格可靠性、規格精度;
c、起導電性、吸磁功效;
d、起擰緊、聯接功效。
來源于:塑料技術服務







