
塑料部件銜接技術(shù)的最新開展
已有人閱讀此文 - -K 2016展會(huì)上展現(xiàn)了一系列連接技術(shù)性解決方法。不論是哪種工藝,都正向著協(xié)調(diào)能力方位發(fā)展趨勢(shì),重心點(diǎn)則是連接全過程的智能化和自動(dòng)化技術(shù)。
除開升級(jí)、更靈便的連接技術(shù)性,展會(huì)還發(fā)布了連接工藝數(shù)據(jù)可視化及其輕量化的設(shè)計(jì)方案主題風(fēng)格。文中將緊緊圍繞對(duì)超音波、激光器、紅外線和高頻焊機(jī)的閃光點(diǎn)和發(fā)展趨勢(shì)及其適用輕量化設(shè)計(jì)方案的自主創(chuàng)新機(jī)械設(shè)備解決方法開展討論。
不只是一個(gè)發(fā)生器
熱固性塑料的超聲波焊接是一個(gè)完善的領(lǐng)域技術(shù)性,其特性是電焊焊接時(shí)間較短、耗能低。超聲波焊接模塊的關(guān)鍵是傳出高頻率電震蕩的超音波發(fā)生器。
全新的發(fā)生器完成了生產(chǎn)制造互聯(lián)網(wǎng)中間的通訊,可監(jiān)管電焊焊接工藝并動(dòng)態(tài)性地回應(yīng)工藝轉(zhuǎn)變。除此之外,所有工藝數(shù)據(jù)信息均可用以連接工藝的文檔定編、評(píng)定和數(shù)據(jù)可視化。總公司坐落于法國(guó)卡羅維發(fā)利的Herrmann Ultraschalltechnik GmbH & Co. KG企業(yè)在K 2016上發(fā)布了Ultraplast AMG――專為自動(dòng)化技術(shù)行業(yè)開發(fā)設(shè)計(jì)的超音波發(fā)生器(圖1),合適集成化到獨(dú)特工程項(xiàng)目運(yùn)用中的大中型雙頭超聲波焊接系統(tǒng)軟件上。做為生產(chǎn)制造互聯(lián)網(wǎng)的數(shù)據(jù)插口,AMG具備復(fù)合控制和自動(dòng)化技術(shù)全過程的附加優(yōu)點(diǎn),因而可作為智能化的互聯(lián)網(wǎng)部件,而一般發(fā)生器只有作為超聲波源。重要工藝情況可電焊焊接期內(nèi)被鑒別,而且因?yàn)榭刂葡到y(tǒng)的緣故,電焊焊接主要參數(shù)可以依據(jù)自然環(huán)境標(biāo)準(zhǔn)轉(zhuǎn)變。據(jù)悉,該模塊并不繁雜,并且可開展數(shù)據(jù)信息交換而不導(dǎo)致內(nèi)容丟失。

圖1 DataRecorder軟件可完成工藝監(jiān)管并將之?dāng)?shù)據(jù)可視化,以不斷追蹤零件數(shù)據(jù)信息(? Herrmann Ultraschalltechnik)
以太網(wǎng)接口通信協(xié)議(HCI Herrmann通信協(xié)議)的安裝簡(jiǎn)單化了發(fā)生器和設(shè)備操縱模塊中間的通訊,完成了與不一樣經(jīng)銷商中間可編程邏輯控制板的迅速、無影響的數(shù)據(jù)信息和信號(hào)交換。可挑選具備即時(shí)工作能力的計(jì)算機(jī)接口插口用以紀(jì)錄大量的工藝數(shù)據(jù)信息和精確測(cè)量數(shù)據(jù)信息,它可以在與傳感器技術(shù)連接網(wǎng)絡(luò)的另外完成AMG和設(shè)備自動(dòng)控制系統(tǒng)中間的通訊,進(jìn)而有可選擇性地鑒別缺點(diǎn)構(gòu)件并將其從加工過程中清除。AMG發(fā)生器的超聲波頻率是20、30和35kHz,功率譜范疇是700-2000瓦。
DataRecorder軟件
開發(fā)設(shè)計(jì)全新升級(jí)的DataRecorder軟件(可作為現(xiàn)階段的超音波系列產(chǎn)品設(shè)備和自動(dòng)化技術(shù)的數(shù)據(jù)庫查詢輔助工具)的首要條件包含工藝監(jiān)管、數(shù)據(jù)可視化和提升及其詳細(xì)的零件數(shù)據(jù)信息追蹤。電焊焊接工藝紀(jì)錄可根據(jù)數(shù)據(jù)信息導(dǎo)出來插口以CSV或ASCII文件格式輸出數(shù)最多166個(gè)主要參數(shù)。在數(shù)據(jù)庫管理中,紀(jì)錄的數(shù)據(jù)信息均以清楚的文件夾名稱構(gòu)造全自動(dòng)儲(chǔ)存。
假如生產(chǎn)制造期內(nèi)經(jīng)過以太網(wǎng)接口的傳輸數(shù)據(jù)終斷,高達(dá)10,000個(gè)單獨(dú)電焊焊接實(shí)際操作的工藝數(shù)據(jù)信息可在每分30個(gè)電焊焊接點(diǎn)的循環(huán)系統(tǒng)頻率下,臨時(shí)儲(chǔ)存在超音波發(fā)生器中。緩存時(shí)間約為6鐘頭。互聯(lián)網(wǎng)修復(fù)連接以后,數(shù)據(jù)庫查詢將自動(dòng)升級(jí),因而不容易導(dǎo)致內(nèi)容丟失。
好用電焊焊接試件
觀眾們?cè)谝粋€(gè)可開展生產(chǎn)制造有關(guān)電焊焊接實(shí)驗(yàn)的自主創(chuàng)新試件上看到了超聲波焊接工藝的演試。樣版電焊焊接實(shí)驗(yàn)可應(yīng)用不一樣的原材料或原材料組成,使新構(gòu)件的超聲波焊接在初期歷經(jīng)評(píng)定,進(jìn)而獲得理想的電焊焊接品質(zhì)。為了更好地將震動(dòng)動(dòng)能集中化在電焊焊接地區(qū),與工藝有關(guān)的連接頭設(shè)計(jì)方案對(duì)超聲波焊接而言尤為重要。Herrmann Ultraschall企業(yè)與Barlog集團(tuán)公司一起開發(fā)設(shè)計(jì)了一種智能的試件,它可根據(jù)常見的舌槽連接頭生產(chǎn)制造,也可選用包邊條連接頭設(shè)計(jì)方案。除此之外,全新設(shè)計(jì)方案的試件還可開展線下或遠(yuǎn)場(chǎng)電焊焊接。出自于恰當(dāng)?shù)脑嚰x,焊接能用機(jī)械設(shè)備荷載來主要表現(xiàn),比如支撐力和扭矩。除此之外還可開展裂開工作壓力和密閉性實(shí)驗(yàn)。
試件還可對(duì)膜電焊焊接開展實(shí)驗(yàn)。生產(chǎn)商表明,作為過慮物質(zhì)或工作壓力賠償元器件的集成化膜在諸多應(yīng)用領(lǐng)域的占比已經(jīng)持續(xù)提高,比如轎車和醫(yī)療技術(shù)領(lǐng)域。制成品膜的生產(chǎn)加工不但繁雜并且價(jià)格昂貴,因而Herrmann Ultraschall發(fā)布了MPW系統(tǒng)軟件,它可以在一道工藝流程中進(jìn)行塑料薄膜的沖壓模具和超聲波焊接。不用再預(yù)切單面膜,并且周期明顯降低。
虛似電焊焊接工藝
在Emerson Technologies GmbH & Co. OHG分公司Branson Ultraschall的展臺(tái)上,觀眾們親眼看到了其在激光器、超音波和震動(dòng)電焊焊接層面的自主創(chuàng)新。除開用以塑膠超聲波焊接的發(fā)生器和系統(tǒng)軟件,她們還發(fā)布了用以電焊焊接構(gòu)造繁瑣的大中型塑膠構(gòu)件的GLX-3激光器系統(tǒng)軟件和GVX-3震動(dòng)自動(dòng)焊接機(jī)。新式震動(dòng)自動(dòng)焊接機(jī)的實(shí)際操作方式根據(jù)根據(jù)平板的“MagicLens”應(yīng)用軟件數(shù)據(jù)可視化,其基本原理是增強(qiáng)現(xiàn)實(shí)技術(shù)技術(shù)性(圖2)。根據(jù)這一方法,觀眾們可根據(jù)三維動(dòng)漫實(shí)體模型來具體觀查電焊焊接全過程及其技術(shù)性部件和可配備可選配件。MagicLens不但是一個(gè)展會(huì)的引人注意專用工具,并且能夠 在顧客到訪時(shí)演試怎樣實(shí)際操作設(shè)備。

圖2 MagicLens:該應(yīng)用軟件使觀眾們可以以3 D動(dòng)漫的方式收看自動(dòng)焊接機(jī)中的電焊焊接全過程及其技術(shù)性部件和可選擇配件(? BransonUltraschall)
根據(jù)激光器的紅外線電焊焊接
連接頭構(gòu)件的電子光學(xué)特性在激光器傳送電焊焊接全過程中充分發(fā)揮著關(guān)鍵功效。一個(gè)連接頭構(gòu)件務(wù)必可以散射激光器,才可以使引進(jìn)的輻射源透過到連接頭地區(qū)。另一個(gè)連接頭構(gòu)件則消化吸收激光器輻射源來加溫和熔融塑膠。在K 2016展會(huì)上,總公司坐落于法國(guó)諾伊芬的bielomatik Leuze GmbH Co. KG企業(yè)初次發(fā)布了根據(jù)激光器的紅外線焊接工藝。該技術(shù)性融合了機(jī)械自動(dòng)化的二步式紅外線電焊焊接和虛似同歩激光焊技術(shù)性的特性。在不一樣時(shí)間范圍開展加溫和電焊焊接。待電焊焊接表層根據(jù)2個(gè)固定不動(dòng)的激光器掃描槍加溫后,連接頭構(gòu)件再在散射以后被施壓開展電焊焊接(圖3)。掃描槍的高掃描儀速率可靈便調(diào)整。根據(jù)激光器的紅外線電焊焊接的定義反映在了LasIR K3650新式系統(tǒng)軟件上。

圖3 激光器掃描槍和連接頭構(gòu)件支撐架:2個(gè)固定不動(dòng)的激光器掃描槍對(duì)LasIR K3650中的連接頭表層開展加溫,隨后施壓開展電焊焊接(?bielomatik)
與激光器散射電焊焊接對(duì)比,該技術(shù)性不用應(yīng)用激光器透明塑料或選用獨(dú)特的連接頭地區(qū)設(shè)計(jì)方案。根據(jù)激光器的紅外線焊接工藝的別的優(yōu)點(diǎn)是沒有顆粒造成和高電焊焊接抗壓強(qiáng)度。生產(chǎn)商表明,后面一種還適用含有重要部件和鑲件的罩殼構(gòu)件,及其迄今為止沒法用激光焊的獨(dú)特構(gòu)件構(gòu)造。除此之外,構(gòu)件改動(dòng)和尺寸公差調(diào)節(jié)也越來越更加簡(jiǎn)易。
Bielomatic還展現(xiàn)了尿素溶液箱在可立即與運(yùn)輸信息系統(tǒng)集成的自動(dòng)化技術(shù)中的電焊焊接,該方式適用緊密連接殼體構(gòu)件。從簡(jiǎn)易的手動(dòng)式入料模塊、全自動(dòng)模塊到繁雜的自動(dòng)式生產(chǎn)流水線,加工廠配備可獨(dú)立訂制。
高頻焊機(jī)模塊用以血袋生產(chǎn)制造
血袋和輸液袋一般用高頻焊機(jī)技術(shù)性開展生產(chǎn)制造。塑膠的高頻率激起根據(jù)高聚物原材料中的分子結(jié)構(gòu)震動(dòng)而造成用以電焊焊接的發(fā)熱量。到迄今為止,列管式發(fā)生器一直用以造成震動(dòng)。全新一代用以生產(chǎn)加工醫(yī)療塑料膜的發(fā)生器選用智能化實(shí)際操作。憑借半導(dǎo)體技術(shù)的震動(dòng)激起具備的優(yōu)點(diǎn)例如緊湊型設(shè)計(jì)方案、防止磨壞和便于維護(hù)保養(yǎng)。

圖4 僅需一根不銹鋼焊條: 用KIR Swifter模塊生產(chǎn)制造血袋(?Kiefel)
除開固體發(fā)生器,觀眾們還親眼看到了Kiefel GmbH企業(yè)用新式KIR Swifter系統(tǒng)軟件生產(chǎn)制造血袋的全過程(圖4)。與傳統(tǒng)式的系統(tǒng)軟件不一樣,該系統(tǒng)軟件只需一根不銹鋼焊條用以血袋的高頻焊機(jī),省去了以前需要的第二根不銹鋼焊條。它根據(jù)獨(dú)特的不銹鋼焊條構(gòu)造來完成,該構(gòu)造可以造成高頻率雜離去來加溫和熔融連接頭地區(qū)中的高聚物。雜離去技術(shù)性降低了信息系統(tǒng)集成的勞動(dòng)量,并使血袋生產(chǎn)量提高了約三分之一。除此之外,在生產(chǎn)制造全過程中,沖壓模具可在頭頂部地區(qū)開展,而且還可獨(dú)立設(shè)計(jì)方案開展電焊焊接。極為緊湊型的血袋系統(tǒng)軟件還減少了凈化室中價(jià)格昂貴的室內(nèi)空間要求。
全自動(dòng)管路生產(chǎn)加工
總公司坐落于法國(guó)巴德利本策爾的Eugen Riexinger GmbH & Co. KG企業(yè)以T形管路連接頭為例子展現(xiàn)了用以軟性管路生產(chǎn)加工的自動(dòng)化技術(shù)。最先,連接頭地區(qū)歷經(jīng)第一次生產(chǎn)加工。接著,全自動(dòng)開展數(shù)控刀片拆換,用電焊焊接擠塑機(jī)更換切削專用工具(圖5)來演試管路連接頭的電焊焊接。應(yīng)用的電焊焊接擠塑機(jī)來自于法國(guó)的Munsch Kunststoff-Schweisstechnik GmbH企業(yè),它還為智能機(jī)器人運(yùn)用出示了必需插口。除開為每個(gè)構(gòu)件的電焊焊接做準(zhǔn)備,它還能夠接著生產(chǎn)加工部件。

圖5 適用智能機(jī)器人的電焊焊接擠塑機(jī)(? Munsch)
暖空氣收購(gòu)
總公司坐落于法國(guó)Kaegiswil的Leister Technologies AG企業(yè)的產(chǎn)品研發(fā)重心點(diǎn)取決于提升激光焊生產(chǎn)流水線,提升其協(xié)調(diào)能力。因而,該企業(yè)的塑膠激光焊單位明確提出了一個(gè)包括2個(gè)基礎(chǔ)光學(xué)系統(tǒng)的全新電子光學(xué)定義――基本技術(shù)性(BT)和高級(jí)技術(shù)性(AT)。BT僅由電子光學(xué)構(gòu)件構(gòu)成,但AT電子光學(xué)包含具備全過程監(jiān)管作用的集成化電子器件。2個(gè)光學(xué)系統(tǒng)均可安裝不一樣的光線成型控制模塊來造成斑點(diǎn)狀、環(huán)狀和線形光線構(gòu)造。因而,該系統(tǒng)軟件可以輕輕松松地進(jìn)行特殊的電焊焊接每日任務(wù),并能用單獨(dú)機(jī)器設(shè)備來生產(chǎn)制造各種各樣商品。觀眾們能夠 在手動(dòng)式實(shí)際操作站使用這二種激光焊定義,有機(jī)會(huì)用BT電子光學(xué)將高倍放大鏡電焊焊接在Novolas Tabletop System(TTS)上。除此之外,在配置好幾個(gè)激光器和電子光學(xué)控制模塊的Novolas WS-AT系統(tǒng)軟件上,觀眾們還可以生產(chǎn)制造汽球并當(dāng)場(chǎng)看到電焊焊接品質(zhì)。

圖6 徑流量式離心風(fēng)機(jī)循環(huán):暖空氣循環(huán)的優(yōu)點(diǎn)從爆米花玉米生產(chǎn)制造中可見一斑(? Leister Technologies)
余熱回收單位展現(xiàn)了用以工業(yè)生產(chǎn)余熱回收利用的暖空氣系統(tǒng)軟件(圖6)。徑流量吹風(fēng)機(jī)循環(huán)(RBR)離心風(fēng)機(jī)可承擔(dān)最大350 ℃的通道溫度,可用以配套設(shè)施的雙法蘭盤空氣加熱器的氣體供貨,使系統(tǒng)軟件可以運(yùn)用熱有機(jī)廢氣實(shí)際操作,進(jìn)而節(jié)約能源和成本費(fèi)。
輕量化設(shè)計(jì)方案中的擰緊螺絲連接
總公司坐落于法國(guó)巴德小熊萊堡的Ejot GmbH & Co. KG企業(yè)以輕量化設(shè)計(jì)方案的主題風(fēng)格造成巨大的誘惑力。具備優(yōu)良物理性能的混和構(gòu)件構(gòu)造愈來愈多地用以全新運(yùn)用。這種構(gòu)造包含由塑料泡沫(如:EPP、PVC和PU)或高彎曲剛度蜂窩狀構(gòu)造(比如:PP山石)做為纖維管的夾芯原材料。表面一般 由木料、GRP或CRP原材料做成。現(xiàn)階段,各種各樣原材料組成一般 由黏合劑立即黏合,但也很有可能必須別的的輔助連接元器件。其缺陷是黏合表層必須歷經(jīng)細(xì)致而又用時(shí)的制取。一些黏合劑較長(zhǎng)的干固時(shí)間還會(huì)繼續(xù)耽誤下一步生產(chǎn)加工或連接點(diǎn)可以承擔(dān)機(jī)械設(shè)備荷載的時(shí)間。
為了更好地處理這個(gè)問題,Ejot發(fā)布了一種擰緊解決方法,該計(jì)劃方案不用獨(dú)特的構(gòu)件制取。TSSD熱黏合螺轂使輕量化原材料組成可以靠譜地黏合(圖7)。TSSD是一種獨(dú)特的熱固性連接元器件。螺轂安裝在待連接的構(gòu)件部件上,隨后在施加特殊工作壓力的另外加快到特定的轉(zhuǎn)動(dòng)速率。磨擦效用使高分子材料的表面不斷加溫,熔化的TSSD成分再滲入纖維管。根據(jù)滲入內(nèi)層的空心室內(nèi)空間并凝結(jié),塑膠溶體造成了自鎖互鎖連接。
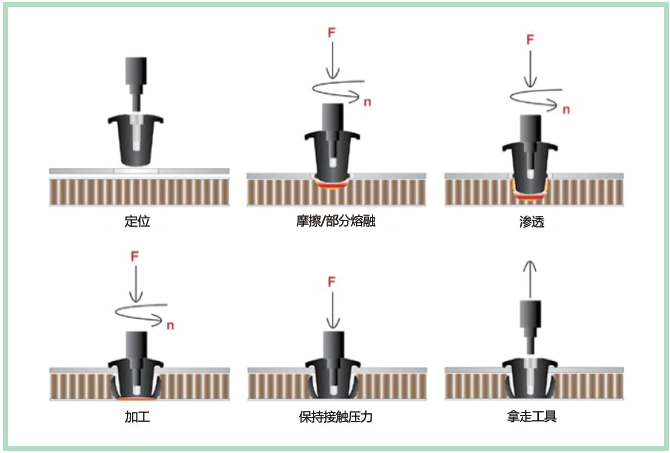
圖7 緊密連接熱黏合螺轂(TSSD)的工藝步驟(? Ejot)
除此之外,當(dāng)?shù)诌_(dá)尾端時(shí),表層原材料的化學(xué)纖維成分被置入TSSD的熔化邊沿地區(qū)。當(dāng)它干固時(shí),他們被死死地固定不動(dòng)在熱固性螺轂上,造成附加的磨擦、黏合和自鎖互鎖連接。熱黏合螺轂既可作為與相匹配的Ejot Delta PT螺絲配套設(shè)施的螺轂,也可作為立即連接元器件。依據(jù)設(shè)計(jì)方案和顧客意向的不一樣,拆式或永久性連接均可完成。
總結(jié)
文中詳細(xì)介紹了一些塑膠構(gòu)件連接的全新發(fā)展趨勢(shì)。絕大多數(shù)企業(yè)不但關(guān)心連接工藝和有關(guān)機(jī)器設(shè)備技術(shù)性,并且愈來愈高度重視電焊焊接工藝和工作環(huán)境的集成化及其工藝數(shù)據(jù)信息和虛似工藝模型的靈活運(yùn)用。
來源于:榮格







