
氟聚合物FEP/PFA/ETFE/PVDF導管高速精密擠出
已有人閱讀此文 - -氟聚合物包含FEP,PFA,ETFE,PVDF因為其出色的耐蝕性,耐熱,阻燃等級,耐酸類,耐摩擦系數,及其絕緣特性,現階段廣泛運用于轎車,電子器件,診療等行業, 歸屬于高檔主要用途, 氟聚合物導管(包含管件,棒料)因為加工工藝全過程繁雜無法操縱,原材料腐蝕強,導致產品品質和生產量無法確保,因此中國銷售市場上的氟聚合物導管產品主要是進口的,50%之上來自于英國。

事實上,挑選好的原料, 挑選恰當的工作服機器設備,細心調節好擠出加工工藝,高速運行擠出高精密的氟聚合物導管徹底是能夠 保證的。
最先是要挑選好的原料,依據小編的工作經驗和顧客的意見反饋, 比較好的原料經銷商有DUPONT美國杜邦, SOLVAY蘇威,日本大金等。
更關鍵的是,挑選恰當的工作服原材料,挑選訂制的擠出機器設備包含螺桿和模頭設計方案,再加上最好的加工工藝操縱,是髙速擠出氟聚合物導管的關鍵點。
文中關鍵詳細介紹氟聚合物導管髙速精細擠出對擠出機器設備及工作服和加工工藝的規定:
1、 工作服機器設備的原材料挑選
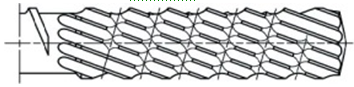
和別的橡膠制品對比,尤其是高溫尼龍,高玻璃纖維橡膠制品對比,氟聚合物的磨擦磨壞算不上高,殊不知其腐蝕磨壞極強,它是氟聚合物擠出加工工藝的難題,一般滲氮鋼或合金鋼要是2 個禮拜便會浸蝕掉,如下圖, 主要是點浸蝕和韌性斷裂磨壞,磨擦磨壞非常少。尤其是工作服表面,螺桿,料管,法蘭盤,模頭,模唇等位置,結果熔融實際效果差,發動機工作壓力起伏大,導致一系列產品質量問題,產生產品表層汽泡,小黑點,TPE,凹痕,針孔,擠出工作壓力降低,角速度降低,標準公差超過,產品掉色發黃,品質可靠性大幅度降低。
挑選恰當的工作服原材料以提升工作服耐蝕性能是氟聚合物擠出的關鍵點,一般 宜選鎳基高溫合金鋼,海外一般 選INCONEL,MONEL 和 HASTELLOY , 中國有選新三號鋼。針對鎳基高溫合金鋼而言,因為加上了不一樣成分的CR?t,MO鉬,SI硅等原素,耐蝕性和不銹鋼板材的抗壓強度是一對分歧,耐蝕性的提升會產生螺栓強度的降低,尤其是抗拉強度和抗扭抗壓強度會大幅度降低。
因此 依據不一樣氟聚合物的不一樣的浸蝕抗壓強度,挑選不一樣的鎳基高溫合金鋼是擠出生產流水線工作服原材料設計方案的重要,比如某知名品牌的FEP料就只有選INCONEL 718.。海外許多顧客想要采用價錢較高的INCONEL鋁合金的緣故是,在國際性的抗腐蝕規范MR-01-75規范中,INCONEL 鋁合金是最大規范7級。
2、 螺桿和模頭的設計方案
2.1 螺桿設計方案
氟聚合物的螺桿一般 選單螺棱的定距螺桿的分離型螺桿設計方案,擴大螺桿的發動機壓縮比能夠 提升溶體的的抗壓強度,降低產品裂痕。
?
MILACRON SCREW DESIGN
2.2 混煉膠頭
氟聚合物的混煉膠頭一般采用SAXTON設計方案,如下圖,能夠 根據更改溶體的流動性方位,合理地熔化混和,提高混煉膠和均化實際效果。
螺桿打料管是擠出機甚至擠出生產流水線的關鍵,螺桿料管的品質立即關聯到商品的精密度,生產量,生產制造的可靠性,采用最好的螺桿料管是氟聚合物導管髙速精細擠出生產制造的重要。米拉克龍企業在國外自身有著3 家螺桿料管件廠,有很多年設計方案生產加工螺桿料管的工作經驗。
2.3 模頭
除開表面原材料(多孔結構板,分流器,模仁,模唇)要采用INCONEL之外,為提升產品的壓實度,依據氟聚合物的流變性特性,根據原材料的彈性模具來開展模頭的過流道設計方案和發動機壓縮比挑選很重要。米拉克龍企業在國外有著自身的模頭企業,專業為顧客訂制擠出模頭。

氟聚合物導管精細擠出模頭規定有過流道摩擦阻力自動調節作用,選用針型閥構造可以降低軸徑工作壓力起伏對產品規格導致危害;此外,模口空隙的自動調節能夠 確保平穩的厚度尺寸公差;全自動波動的芯軸是同軸度尺寸公差的確保。
好似螺桿料桶一樣,耐熱,抗磨損,耐腐蝕對模頭的原材料有很高的規定,此外,精細擠出模貝熱形變規定較高,對原材料的挑選,加工精度,及其構造的賠償設計方案。
3、 加工工藝操縱
一個強勁的自動控制系統在氟聚合物導管的髙速精細擠出中不可或缺,不論是扭距操縱,溫度工作壓力迅速取樣意見反饋,雙層共擠的實時控制,生產系統數據通信集成化,全是確保產品品質和生產量的關鍵。
3.1 扭距維護
?
和別的合金鋼不銹鋼板螺桿對比,INCONEL螺桿的抗扭抗壓強度較低,在冷啟和負載時螺桿非常容易擰斷,氟聚合物導管擠出機的螺桿占整個機械價錢占比很高,自動控制系統務必具有扭距過壓保護作用。如圖。
3.2 螺桿轉速比
氟聚合物導管髙速擠出時,最好的螺桿轉速比應當開到負載的90%, 以較大 水平提升生產效率,如螺桿設計方案的較大 轉速比為100RPM, 具體生產制造應當開到90RPM之上,那樣才可以確保生產制造的線速度每分做到60米之上。自然這最先要由螺桿設計方案來確保。
MILACRON MOSAIC CONTROL
3.3 雙層共擠的實時控制
氟聚合物因為其出色的耐酸類,阻燃等級,耐熱,耐蝕性能,常常受邀和別的塑膠相互配合,開展共擠,當擔重擔,如車上的剎車踏板管,包含2層ETFE的5層共擠,表層也有PA12等,因為不一樣原材料流變性特點不一樣,共擠難度系數很高,對擠出機和模頭明確提出很高規定,尤其是自動控制系統,自動化技術實時控制幾臺擠出機包含上中下游機器設備完成髙速高精密擠出。
MILACRON 5 layer Tubing Co-extrusion
3.4交流伺服電機驅動器和開關電源優化器
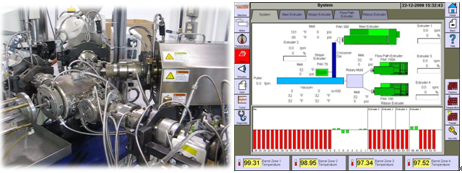
和別的擠出運用不一樣的是,氟聚合物擠出一般 選用交流伺服電機驅動器,而不是變頻電動機或直流無刷電機,那樣能夠 提升驅動器精密度和操縱響應速度,最后提升商品的精密度。此外,考慮到中國的能源供應具體情況,在具體生產流水線配備時,配置開關電源優化器(Line Reactor)是一個必需的挑選。

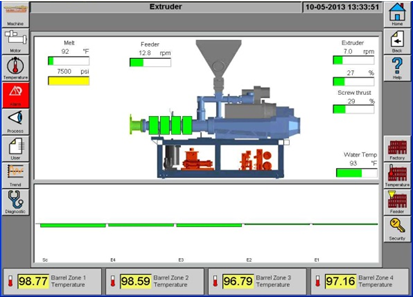
MILACRON Extruder
最終必須注重的是,氟聚合物導管的髙速精細擠出是一個綜合性自動化控制,除擠出機和模頭外,真空泵定形制冷,自動測量,牽引帶激光切割全是精細擠出的關鍵步驟,直徑和壁厚的自動測量產生了一個從擠出機,模頭,真空泵制冷的閉環控制意見反饋自動控制系統,關聯到最后產品的品質和生產量,可以說沒有自動測量,高精密尺寸公差0.02mm是不太可能完成的。原材料,機器設備,加工工藝等都是會對最后產品的品質和生產量導致危害,生產工藝流程中每一個階段都必須精雕細琢,才可以保證最后商品的品質和生產量。米拉克龍企業在氟聚合物導管的髙速精細擠出有很多年豐富多彩的工作經驗,歡迎垂詢。
文中由米拉克龍擠出亞洲地區營銷總監劉亞衛供稿
來源于:米拉克龍







