簡述PC及其注塑加工工藝
已有人閱讀此文 - -
簡介
PC是五大工程塑料中增長速度最快的通用工程塑料,具備一定的抗劃性以及可以和別的塑料混合形成韌性更好的材料。另外,PC還可以和一種合成激素BPA(一種荷爾蒙干擾激素)相混合,來使得PC的硬度增加,防止在劇烈使用下破損或摔壞,就比如孩子的奶瓶。
分子結(jié)構(gòu)
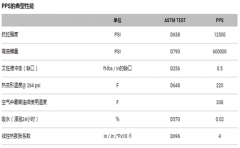
主要特性
a、機(jī)械性能:強(qiáng)度高、耐疲勞性、尺寸穩(wěn)定、蠕變也小(高溫條件下也極少有變化);
b、耐熱老化性:增強(qiáng)后的UL溫度指數(shù)達(dá)120~140℃(戶外長期老化性也很好);
c、耐溶劑性:無應(yīng)力開裂;
d、對水穩(wěn)定性:高溫下遇水易分解(高溫高濕環(huán)境下使用需謹(jǐn)慎);
e、電氣性能:
1、絕緣性能:優(yōu)良(潮濕、高溫也能保持電性能穩(wěn)定,是制造電子、電氣零件的理想材料);
2、介電系數(shù):3.0-3.2;3、耐電弧性:120s;
f、成型加工性:普通設(shè)備注塑或擠塑。
(更多精細(xì)數(shù)據(jù)可通過搜料網(wǎng)查詢)
加工方式
PC塑料可以通過注塑成型,擠塑成型,吹塑成型,熱塑成型等等。
應(yīng)用領(lǐng)域
PC工程塑料的三大應(yīng)用領(lǐng)域是玻璃裝配業(yè)、汽車工業(yè)和電子、電器工業(yè),其次還有工業(yè)機(jī)械零件、光盤、包裝、計(jì)算機(jī)等辦公室設(shè)備、醫(yī)療及保健、薄膜、休閑和防護(hù)器材等。

水分控制
PC類塑膠,即使遇到非常低的水分也會(huì)產(chǎn)生水解而斷鍵、分子量降低和物性強(qiáng)度降低之現(xiàn)象。因此在成型加工前,應(yīng)嚴(yán)格地控制聚碳酸酯的水分在0.02%以下,以避免成型品的機(jī)械強(qiáng)度降低或表面產(chǎn)生氣泡、銀紋等異常外觀。
聚碳酸酯在加工前應(yīng)先經(jīng)熱風(fēng)干燥機(jī)干燥三至五小時(shí)以上,溫度設(shè)定為120℃,或者經(jīng)除溫干燥機(jī)來處理水分,但除濕空氣在漏斗入口處應(yīng)有-30℃之露點(diǎn)。
注塑成型
為滿足各種注塑成型工藝的需求,聚碳酸酯有不同熔融指數(shù)的規(guī)格。通常熔融指數(shù)介于5至25g/10min皆可適用于注塑成型。但是其最佳加工條件因注塑機(jī)種類、成型品之形狀以及聚碳酸酯規(guī)格之不同,而有相當(dāng)之差異,應(yīng)依據(jù)實(shí)際情形加以調(diào)整。
注塑機(jī)選擇要點(diǎn)
鎖模壓力:
以成品投影面積每平方公分乘0.47至0.78噸(或每平方寸乘3至5噸)。
機(jī)臺(tái)大小:成品重量約為注塑機(jī)容量的40至60%為最佳,如機(jī)臺(tái)以聚苯乙烯來表示其容量(盎斯)時(shí),需減少10%,始為使用GUANG DA之容量。1盎斯=28.3公克。
螺桿:
螺桿長度最少應(yīng)有15個(gè)直徑長,其L/D為20:1最佳。壓縮比宜為1.5:1至30:1。螺桿前端之止流閥應(yīng)采用滑動(dòng)環(huán)式,其樹脂可流動(dòng)間隙最少應(yīng)有3.2MM。
噴嘴:
尖端開口最少應(yīng)有4.5MM(直徑),若成品重量為5.5KG以上,則噴嘴直徑應(yīng)有9.5MM以上。另外,尖端開口需比澆口直徑少0.5至1MM,且段道愈短愈好,約為5MM。
成型條件要點(diǎn)
熔融溫度與模溫:
最佳的成型溫度設(shè)定與很多因素有關(guān),如注塑機(jī)大小、螺桿組態(tài)、模具及成型品的設(shè)計(jì)和成型周期時(shí)間等。一般而言,為了讓塑料漸漸地熔融,在料管后段/進(jìn)料區(qū)設(shè)定較低的溫度,而在料管前段設(shè)定較高的溫度。但若螺桿設(shè)計(jì)不當(dāng)或L/D值過小,逆向式的溫度設(shè)定亦可。
模溫方面,高溫模可提供較佳的表面外觀,殘留應(yīng)力也會(huì)較小,且對較薄或較長的成型品也交易填滿。而低模溫則能縮短成型周期。
螺桿回轉(zhuǎn)速度:建議40至70rpm,但需視乎機(jī)臺(tái)與螺桿設(shè)計(jì)而調(diào)整。
注塑壓力:而最高為了盡速填滿模具,注塑壓力愈大愈好,一般約為850至1400KG/CM2,可達(dá)2400KG/CM2。
背壓:一般設(shè)定愈低愈好,但為求進(jìn)料均勻,建議使用3至14KG/CM2。
注塑速度:射速與澆口設(shè)計(jì)有很大關(guān)系,使用直接澆口或邊緣澆口時(shí),為防止日暉現(xiàn)象和波流痕現(xiàn)象,則應(yīng)用較慢之射速。
另外,如成品厚度在5MM以上,為避免氣泡或凹陷,慢速射出會(huì)有幫助。一般而言,射速原則為薄者快,厚者慢。