
雙色模具技術要點
已有人閱讀此文 - -說白了兩色模具指的是二種塑料材料在同一臺注塑機里注塑,分2次成型,可是產品只出模一次的模具。一般這類橡塑制品加工工藝也叫三料注塑,一般 由一套模具進行,且必須專業的兩色注塑機。在應用時,為了更好地獲得更強的生產制造實際效果,大家必須掌握下列有關技術性關鍵點。
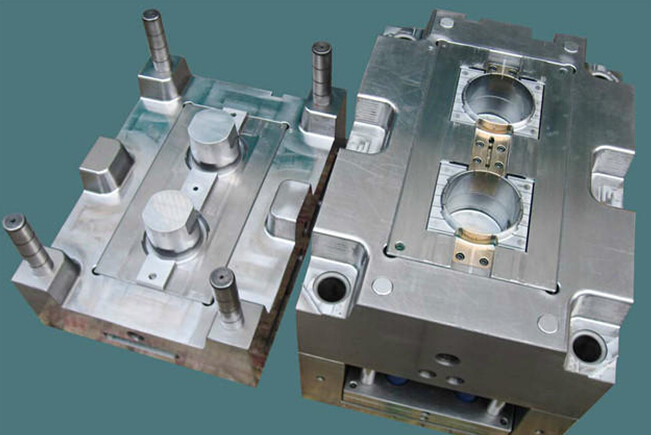
1.Cavity的2個樣子是不一樣的,各自成型1種產品。而Core的2個樣子徹底一樣。
2.模具的前、后模以管理中心轉動180o后,務必符合。設計方案時務必做這一查驗姿勢。
3.留意頂針眼的部位,最少間距210Mm。大的模具須適度提升頂棍孔的總數。而且,因為注塑機自身附加的模具頂針不足長,因此 大家的模具中務必設計方案延長模具頂針,模具頂針長出模坯底版150mm上下。后模底版上務必設計方案兩個精準定位圈。
4.前模控制面板加A板的總薄厚不可以低于170Mm。請細心查詢這類型號規格的注塑機的其他參照數據信息,例如,較大 容模薄厚、最少容模薄厚、頂棍孔間距等。
5.三板模的水部位最好是能設計方案成能夠全自動出模姿勢。尤其要留意軟膠水部位的出模姿勢是不是可。
6.外側SPRUE的深層不必超出65mm。上方(大水部位)SPRUE的頂端到模坯管理中心的間距不小于150mm。
7.在設計方案第二次注塑的CAVITY時,為了更好地防止CAVITY插(或擦)傷第一次早已成型好的產品膠位,能夠設計方案一部分避空。可是務必深思熟慮每一處封膠位的抗壓強度,即:在注塑中,是不是會出現在大的注塑工作壓力下,塑料產生形變,造成 第二次注塑很有可能會出現批鋒造成的很有可能!
8.注塑時,第一次注塑成型的產品規格能夠略大,令其它在第二次成型時要與另一個CAVITY壓得越來越緊,以做到上膠的功效。
9.留意在第二次注塑時,塑料的流動性是不是會不理智第一次早已成型好的產品,使其膠位形變?如果有這一很有可能,一定要想辦法改進。
10.在A、B板合模前,要留意前模Slider或Lifter是不是會先校準而壓爛產品?這般,務必想辦法使在A、B板先合模,以后前模的SLIDER或LIFET才可以校準。
11.兩CAVITY和CORE的接水布局盡可能充足,而且平衡、一樣。
12.99%的狀況是先注塑產品的硬膠一部分,再注塑產品的軟膠一部分。由于軟膠易形變。
來源于:外太空模具網







