
塑料精細激光焊接處理方案
已有人閱讀此文 - -可用原材料
基本上全部的熱固性塑料和熱固性聚氨酯彈性體均可可用激光開展焊接-包含ABS、PA、PC、PP、PMMA、PS、PBT及其玻纖加強型塑料。焊接抗壓強度合乎基材原材料的抗壓強度范疇。 可將全透明塑料與深色塑料(炭黑染色優先選擇)開展焊接。獨特黑色素也可完成深色/深色和全透明/全透明的組成焊接,及其彩色塑料的焊接。
運用案例


一. 激光器焊接步驟和方式
激光器對熱塑性原材料的焊接關鍵選用激光器散射焊接的方式。此方式對被焊接的二種原材料特性有一定的規定,對上邊的熱塑性層對選用的光的波長是全透明的,而下邊的熱塑性層能消化吸收激光器動能。激光通過全透明的頂層原材料抵達下一層原材料,下一層原材料的表層因消化吸收激光器動能而熔融,這時在一定的工作壓力下二種原材料根據分子結構連接 而被焊接在一起。因為激光器是是非非機械設備觸碰的聚焦點在下一層原材料的表層,激光器造成的熱電效應是局域網的,因此 此方式可防止對被焊接原材料的機械設備和熱損害。
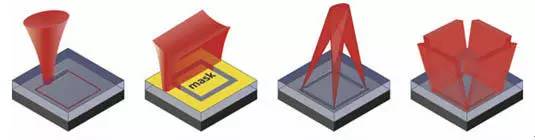
【輪廊焊接】在焊接時激光根據光學系統和掃描振鏡在被焊接的物件上挪動或是激光靜止不動而被焊接物件挪動。激光器與被焊接物件中間的相互影響時間在于光線聚焦點規格和挪動速率,既而危害焊接時間和實際效果。輪廊焊接是一種更加靈活的焊接步驟,可完成繁雜的三維焊接,在包裝領域里有普遍的運用。
【掩膜焊接】是一種依靠掩膜,根據輪廊焊接或著同歩焊接方式的步驟,其基本原理與芯片制造上的光刻工藝類似。這類步驟關鍵應用在繁雜的幾何圖形焊接圖案設計上,最少接縫處總寬超過100μm。掩膜通常是由片狀或金屬化的夾層玻璃做成。因為制做掩膜較為繁雜,所做的掩膜只對于一個焊接幾何圖形,因此 掩膜焊接通常欠缺協調能力,但合適大批的焊接生產加工。
【準同歩焊接】是一種把輪廊焊接和同歩焊接融合起來的步驟。激光根據掃描振鏡以很快的最大達十米/s的速率在焊接上挪動而且反復多次掃描儀,使全部焊接地區另外熔融,實際效果與同歩焊接類似。根據同歩熔融全過程使準同歩焊接和同歩焊接方式一樣合適于具備大間隙的2個鄰近構件的搭橋焊接。 在同歩焊接中激光另外直射焊接地區,進而顯著降低了焊接解決時間,并容許搭橋焊接具備大間隙的2個鄰近構件。與輪廊焊接對比因為更長的激光器功效時間使根據同歩焊接方式焊接的位置更為牢固。
二. 焊接塑料的色調
激光器塑料焊接在其中的一個課題研究便是2個被焊接構件的色彩搭配,它是由所選用的激光器散射焊接的基本原理所決策的。下面的圖顯示信息了因原材料色調的不一樣而導致的焊接難度系數水平。最先取得成功完成的是半透明?C灰黑色原材料的激光器焊接。此外灰黑色?C灰黑色原材料的焊接也已普遍應用。
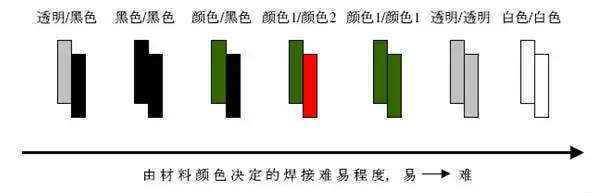
因為構成塑料的高分子材料的本怔消化吸收帶一般 坐落于紫外線和遠紅外線地區,因此 最開始僅有CO2激光發生器被用以激光器焊接的科學研究。可是根據攙雜和加上黑色素可巨大地更改塑料的電子光學消化吸收特點,進而使塑料在能見光和近紅外光譜儀地區的消化吸收大大的提高,由本來激光器全透明的原材料變為激光器消化吸收原材料,那樣傳統式的Nd: YAG光纖激光器(1064nm和內存超頻532nm)和功率大的GaAs半導體材料激光發生器(800nm-1000nm)及其新式光纖激光發生器都能夠被作為激光器焊接的燈源。黑色素攙雜另外也更改了原先塑料焊接的特點和主要參數,使之更合適于某類獨特運用。

三. 被焊接原材料的配搭
與原材料色彩搭配基本上另外開展科學研究的是焊接原材料的配搭。現階段在工業生產上選用激光器焊接的原材料絕大多數是熱塑性原材料(Thermoplastic,TP),組成TP?CTP焊接。因為選用的激光器散射焊接是非接觸型的,因此 這種熱塑性原材料還可以與其他原材料焊接到一起,例如一樣具備熱固性的丁苯橡膠(ThermoplasticElastomer, TPE)。具備熱固性的丁苯橡膠由于另外具備熱塑性原材料的熱固性和丁苯橡膠的延展性和彈性,而它的焊接解決溫度和制冷時間等主要參數又與熱塑性原材料十分類似,因此 用激光器散射焊接的方式可非常容易完成TP?CTPE焊接。因為TPE的觸感和摩擦系數好,因此 TP?CTPE焊接在汽車產業上的第一個運用便是生產制造方向盤。除此之外,TPE和TPE也可根據激光器散射焊接的方式被焊接到一起,構成TPE?CTPE焊接。
現階段原材料配搭科學研究的一個全新方位是完成塑料與金屬材料和結構陶瓷的激光器焊接。例如塑料根據金屬材料被激光器間接的加溫,表面熔融,隨后包圍著金屬材料,和金屬材料構成一個十分堅固的連接 。
來源于:聚風塑料







