
塑料焊接工藝大全
已有人閱讀此文 - -塑料焊接是使環(huán)形或管形工件,做高速運轉(zhuǎn)與充壓健身運動,使左右工件于極短期內(nèi)內(nèi)做到融解融合之設(shè)計方案。
01
超音波焊接
基本原理:熱固性塑料在超音波震動功效下,因為表層分子結(jié)構(gòu)間摩擦生熱而使二塊塑料溶接在一起的焊接方式。

02
發(fā)熱板焊接
關(guān)鍵根據(jù)一個由溫度操縱的發(fā)熱板來焊接塑料件。焊接時,發(fā)熱板放置2個塑料件中間,當(dāng)工件緊貼住發(fā)熱板時,塑料逐漸熔融。在一段事先設(shè)定好的加溫時間以往以后,工件表層的塑料將做到一定的熔融水平,這時工件向兩側(cè)分離,發(fā)熱板移走,接著兩塊工件并合在一起,當(dāng)發(fā)熱板終止功效后,讓工作壓力不斷幾秒,使其凝結(jié)成形,那樣就產(chǎn)生一個牢固的分子結(jié)構(gòu)鏈,做到焊接的目地,焊接抗壓強度能超過于原料抗壓強度,全部焊接全過程進行。

03
振動磨擦焊接
將熱接工件在充壓情況下互相磨擦,動能沿熔插口位置傳輸生熱而熔融,進而在保壓下制冷干固進行。

04
旋熔焊接
將塑料工件互相磨擦所造成之供熱,使塑料工件表面造成融解,在靠外在工作壓力、驅(qū)動器促進左右工件轉(zhuǎn)動凝結(jié)為一體,而精準(zhǔn)定位旋熔是在設(shè)置時間轉(zhuǎn)動,一瞬間停在設(shè)置的部位上,變成永久的焊接。
05
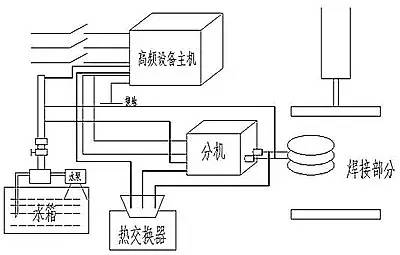
高頻率誘發(fā)焊接
原理
● 該設(shè)備選用氣壓系統(tǒng),精準(zhǔn)操縱上冷模,左右挪動;
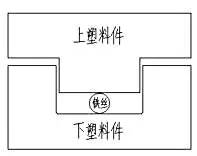
● 工件固定不動于模芯內(nèi);
● 下模下沉,和上模觸碰,看左右模是不是部位恰當(dāng);下模根據(jù)調(diào)整塊能作上下左右方位調(diào)節(jié)。
●上模金屬材料焊接件在高頻率發(fā)射器功效下,被加溫直到能熔融下模塑料件已經(jīng);
● 上冷模降低, 與下被加溫金屬材料焊接件緊密結(jié)合,在汽缸的持續(xù)工作壓力功效下工件被焊接;
● 該設(shè)備的高頻率發(fā)射器選用性能卓越的渦旋溶接技術(shù)性,設(shè)備在運作情況時,焊接頭的加溫溫度由高頻率發(fā)射器操縱儀鎖住在額定值的工作中溫度(能夠 根據(jù)調(diào)整電流量尺寸,更改溫度)。當(dāng)金屬材料焊接件在高頻率發(fā)射器的高渦旋電磁場中,被加溫后(做到設(shè)置溫度),高頻率發(fā)射器將終止加溫,上冷模汽缸推動塑料焊接件舒張壓,在一定的時間內(nèi)被熱融,進而干固。
來源于:塑料技術(shù)服務(wù)







