中國農用棚膜技術變革及展開
已有人閱讀此文 - -
一、中國農用棚膜銷售市場發展概述
新春伊始,春回大地,新的征程,新的期待,新的理想,在這里送舊迎新的日子里,大家回望一下中國農用棚膜銷售市場發展狀況。
據調查2015年全國企業農膜生產量達230.95萬噸級,再次為歷史時間新紀錄,是全部電子行業中實提高的子領域;2015年全國各地農膜消耗量260萬噸級,在其中棚膜118萬噸級,覆蓋范圍約6160平方公里,可以說全球70%的農膜生產量在中國,亞洲地區90%的農膜生產量在中國。中國已經持續很多年變成全世界農用塑膠消耗量最大的國家。
近年來,農膜領域發展速率趨向遲緩提高,生產能力比較嚴重產能過剩,市場競爭日趨猛烈,農膜領域也已由髙速發展向技術革新上變化,推動了棚膜在多功能性和種類上持續往前發展。在原料應用層面從傳統式的高壓聚乙烯(PE)、丁二烯-丙烯酸丁酯預聚物(EVA)、茂金屬高壓聚乙烯(mPE)朝著異戊橡膠(PO)原材料層面發展,在作用上由原先的長命、流滴、消霧、高透光性、高隔熱保溫朝著3-5年長命流滴消霧、超透光性(或漫射光)、光挑選、抗拉力強、高隔熱保溫等綜合性智能同歩發展。
從運用地區發展看來,最開始發展的地域為山東省及其附近五省,山東省、遼寧省、河北省、河南省、安徽省、江蘇省已然變成棚膜使用量較大 、最發展地域,接著是浙江省、福建省、廣東省、廣西省、海南省等沿海城市向內陸地區發展,如今黑龍江省、吉林省、內蒙古、甘肅省、新疆省、山西省、陜西省、湖南省、湖北省、四川、江西省、貴州省、云南省等地已迅速發展起來,將來棚膜會慢慢向著青海省、西藏自治區等邊遠地區發展。
從主要用途發展看來,蔬菜水果的設備種植栽種變成核心,市場份額超出了50%,次之是哈密瓜占有率15%,甜瓜、盆栽花卉各占11%,其他是紅提、水產品養殖、彌猴桃、油桃、畜牧業養殖等。主要用途的擴寬,專業能力的提高,及其技術專業塑料薄膜發展的加速,這就必須獨特構造和獨特特性塑料薄膜,目的性很強的產品賣點搶占市場。
中國棚膜銷售市場發展,伴隨著新型材料、新技術新工藝、新技術應用、新武器裝備的運用,商品架構與時俱進向著智能化、環境保護生態性方位發展,制造業企業持續開發設計具備中國特點的、滿足客戶需求新要求的多功能性棚膜商品,加速和完成農膜商品產業結構調整和公司轉型發展的腳步。
二、中國農用棚膜銷售市場技術性轉型
中國種植設施園藝技術性,渭河流域及往北地域,多見溫室大棚溫棚,近些年向進口替代園藝花卉設備構造發展,歸根結底是融入發展的要求,而長江下游南端地域,則以冷棚為流行,近些年二膜的發展發展趨勢迅速。

中國農用棚膜技術性轉型及發展
壽光地域的傳統蔬菜大棚舉架高寬比約4.兩米,跨距12米,長短130米,項目投資操縱在4-六萬,但可靠性差。對鋪裝棚膜特性規定:長命期一年,流滴期4-6個月,消霧期4-6月,高透光性、高隔熱保溫,每一年規定換新膜,導致扣棚成本費提高。
2020年壽光地域新型大棚的慢慢出現,該類溫室大棚舉架高寬比約8.5米。跨距8米,長短150米,項目投資在十五萬左右,可靠性強。對鋪裝規定也逐步提高,長命期達到2-三年,流滴期2年,消霧期2年,該類溫室大棚具備高透光性、高隔熱保溫,實際效果提高等優點,且降低了需每一年扣棚的人力成本。
總的來說,塑料薄膜進口替代是一種發展的發展趨勢。從農用棚膜的作用發展的視角看來,已經由長命、流滴、減霧向著高透光性、高隔熱保溫,漫射光或光挑選方位的EVA、PO(EVA)智能方位發展。為了更好地完成所述智能的規定,就務必操縱塑料薄膜固層構造,這個是目前大部分農膜制造業企業所忽略的難題。
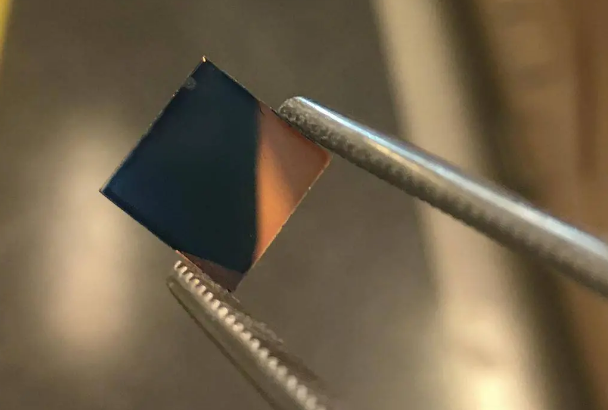
在參考了日本和非洲農膜專利權參考文獻后,能夠 獲得結果不管內加上法還是外涂敷法,棚膜固層遍布不容置疑全是技術性的關鍵聚焦點,如左圖的一家日本農膜公司棚膜三層構造透射電鏡相片,固層比是1:3:1,而在我國棚膜商品的三層構造大部分公司仍停留在1:1:1構造,僅有極少數公司選用了3:4:3構造,比照構造以后大家不會太難發覺,綜合性成本管理和品質規定的考慮,1:3:1是最好構造,而1:1:1構造則稍遜許多,右邊相片是國內塑料薄膜構造透射電鏡相片,大部分公司一直忽略固層構造難題,并且大家目前的三層塑料設備工作能力也生產制造不上1:3:1構造,如果我們產品研發那樣的武器裝備,必須很多的時間和認證花費,且處理這個問題的較難,沒法短時間完成,資金投入的成本費也會非常大。那麼,不錯的處理的方法是什么呢?應用五層共擠機器設備來生產制造三層塑料薄膜的技術性在這里大環境下應時而生。

中國農用棚膜技術性轉型及發展
五層共擠機器設備在中國早已擁有許多運用實例,從設計產品到自動化控制的一致性早已具備國際性優秀水準,硬件配置水準也基考慮了銷售市場規定,五層武器裝備的優點也會伴隨著運用深層次而逐漸展現出來。可是,五層棚膜的秘方設計方案和總體設計,及其商業策劃和產品定位等手機軟件層面仍必須進一步加強。
三、配套設施武器裝備的改善與發展
武器裝備是工業化生產的基本,是產品品質確保的關鍵標準之一,配備的提升能夠 使機器設備做到效率利潤最大化、生產率做到極限。武器裝備是個自動化控制,既要充分考慮每一個構件的部分獨特性,也要考慮到它的全局性針對性,降低系統軟件的不良反應,使武器裝備達到最佳實際效果,下邊就好多個關鍵部件改善與發展談一談自身的觀點。
1、模貝的改善與發展
因為農用棚膜是向著大規格型號、智能方位發展,因此模貝也相對向著大容量、雙層構造方位發展。模貝是武器裝備的生命,商品成形的關鍵構件。那麼流道設計方案就看起來十分關鍵了,專業能力強的公司選用了輔助設計設計方案,運用聚合物流變學基礎理論,剖析聚合物在流道里區的流動性狀況,這兒關鍵充分考慮水流量、工作壓力和溫度的變化趨勢,三位一體缺一不可,要是有一個標準達不上規定,便會出現不良反應。舉例子:提升高密度聚乙烯在秘方中的占有率才可以防止生產制造中晶點太多或是糊料的難題,而這種剛好是生產商常常碰到、卻通常沒法處理的難題。還有便是流道里區不一樣位置的溫度差別對原材料流動性速度的危害,這一關鍵點對塑料薄膜品質也尤為重要,情況嚴重乃至會使塑料薄膜成形出現難題,且出現模貝溢料的狀況。尤其是對塑料薄膜厚薄勻稱度的危害極大,像大中型模貝多層.流道構造,其導熱難度系數提升許多,中小型模貝過流道少,導熱的難度系數不突顯。

中國農用棚膜技術性轉型及發展
中國農用棚膜技術性轉型及發展
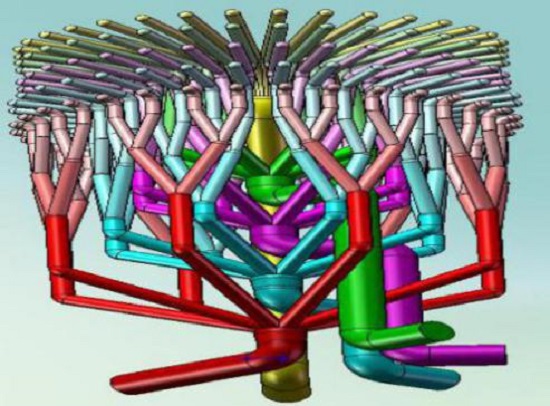
雙層構造流道調節器設計方案較難,尤其是五層構造調節器設計方案合理化是十分關鍵的,具備技術專業方式選用輔助設計設計方案,數控加工中心生產加工進行是模貝品質的確保方式,調節器是相互配合模貝塑料薄膜成形的關鍵構件,也是塑料薄膜厚薄勻稱度操縱的基本,也是塑料薄膜細致精密度的基本,這個問題不可忽視;尤其是分派流道選用O形設計方案,降低停留,保證轉換的迅速完成,如圖所顯示,現階段這類多段整體式星型調節器是最優秀的設計方案,進行生產制造也必須具備數控加工中心的方式才可完成。
2、過濾裝置的改善與發展
濾網是擠塑機一個很重要的構件,根據過濾網過慮才可以生產制造出達標的商品。擠塑機的濾網被固定不動在一個多孔結構的鋰電池保護板上,那樣能夠 使擠塑機和模貝中間產生密封性。整潔的濾網所造成的工作壓力較小,很有可能僅有50~100lb/in2(1lb=0.4536Kg,1in=25.4mm)。伴隨著時間的提升,濾網上所截流、殘留的環氧樹脂中的殘渣總數就變多,工作壓力慢慢擴大,進而阻塞濾網。濾網的關鍵功效便是確保產品質量、降低耗費、控制成本,因此挑選高品質、高效的過濾裝置就看起來十分關鍵,過濾裝置的類型有:高效過濾裝置、迅速轉網過濾裝置、不關機轉網過濾裝置等。
高效過濾裝置轉網具備時間間隔長,項目投資小等優勢,前段時間深受農膜制造業企業熱烈歡迎,可是它務必長期關機轉網、高溫下實際操作難度系數大,耗能高廢料多,有且九十度轉角的構造缺點導致了生產量低的難題,有很大的淘汰的發展趨勢。
迅速轉網過濾裝置發展發展趨勢迅速,項目投資比原先大2倍,可是實際操作簡單,轉網時,運用人力和液壓控制閥將過濾網迅速拆換,轉網速率從原先貼近2小時到如今十多分鐘就可以進行。但過濾網總面積過小,轉網時間間隔短是必須改善提升的難題,假如轉網器設計方案不科學,便會造成導熱難題,也必須十分留意。
不關機轉網過濾裝置的技術性仍在發展當中,它有很多優勢但也存在的問題,這類轉網器材有不關機轉網、不終斷一切正常生產制造狀況下將過濾網拆換,高產、環保節能、無廢棄物,配置于生產制造時間長、高效率擠塑機生產流水線實際效果尤其突顯,一次性資金投入盡管略大,但由于農膜領域熱季生產制造時間長,持續生產長達數月,訂單信息庫存積壓不期待關機等市場現狀,這類轉網器應當造成農膜制造業企業的高度重視了。
3、料筒擠出機螺桿改善與發展
擠壓成形是高聚物成形生產加工的關鍵方式之一,料筒、擠出機螺桿是擠塑機的關鍵構件,他們的改善與發展關聯到棚膜商品競爭能力,提高效益、提高產品品質可靠性、提高效益是大家持續追求完美的主題風格,改善關鍵點是非常容易輕視的,大家明確提出改善構思,促進棚膜產品往前發展。
料筒的改善關鍵包含料筒材料和加工工藝、料筒壁厚、熱處理、高頻淬火解決或耐磨鋼管、打槽等層面,下邊就淺談一下料筒打槽等難題:
現階段單單螺桿擠出機絕大多數選用直打槽軸套的強制性入料構造,其固態運輸區具備工作壓力過高,擠壓全過程不穩定,擠出機螺桿、料筒磨壞比較嚴重等缺陷。螺旋式管溝單單螺桿擠出機,選用螺旋式打槽軸套的強制性入料構造,能夠 改進固態運輸特點,提升擠壓生產量,減少擠壓耗能。
擠出機螺桿的功效十分關鍵,它促進原材料向前,確保融體熔融優良,產生裁切,按一定發動機壓縮比定量分析均勻向模貝出示原材料。擠出機螺桿有很重要的作用段,如送料段、縮小熔融段、天然屏障旋轉段、螺母混煉膠段、過多段等,以十分關鍵的主要參數叫高徑來考量,即擠出機螺桿的長短和直徑之比,很多年來,大部分農膜商家對擠出機螺桿高徑這一定義存有著錯誤觀念,覺得高徑越大熔融越好,實際上高徑是作用段和過渡段的組成,作用段是具有主導地位的,過渡段是對接作用段的。
以下邊的擠出機螺桿主要參數為例子,大家把這顆30:1的擠出機螺桿縮小到28:1的實際計劃方案:
螺母段過渡段天然屏障段過渡段熔融段送料段
擠出機螺桿的螺母段減至三排,2個過渡段能夠 縮小最少至1.5D(D是擠出機螺桿直徑),天然屏障段、熔融段和送料段沒動,擠出機螺桿高徑徹底能夠 縮小至28:1,縮小后節約工業廠房安裝室內空間,在確保熔融完好無損前提條件下,提升了生產量,減少耗能,減少了項目投資成本費和減速器的壓力。作用段為擠出機螺桿的合理長短,非作用段歸屬于失效長短,過渡段就歸屬于非作用段,失效長短應盡可能縮小,來降低擠出機螺桿的不良反應。
四、五層共擠將變成將來發展方位
中國農用棚膜對武器裝備的規定是:單機版生產能力高,生產加工范疇更寬,產品成本便宜且具備較高的產品品質,節約場所和項目投資。五層共擠技術性的出現,不遜于當初三層共擠塑料薄膜替代單面塑料薄膜的技術性超越,所以說五層共擠終將變成將來的發展方位。
從棚膜用原料的發展看來,除開傳統式的密度低高壓聚乙烯(LDPE)、線形密度低高壓聚乙烯(LLDPE)、茂金屬高壓聚乙烯(mPE)、丁二烯-丙烯酸丁酯預聚物(EVA)之外,也有極低相對密度高壓聚乙烯(VLDPE)、摩爾質量公式高壓聚乙烯(MDPE)、丁二烯-丙烯酸乙酯(EEA)、塑性體(EPPE)、聚氨酯彈性體(POE)......等原材料的運用,太多的原料應用,又使三層共擠塑料薄膜返回多種多樣原材料共混生產加工的時代,要想處理這個問題就需要根據提升疊加層數來做到降低共混和控制成本的目地。
從棚膜加工工藝要求發展看來,各層的作用職責分工日益顯著:隔絕、抗壓強度、綿軟、隔熱保溫、流滴、消霧、張口、滑爽、成本費......,不一樣原材料的生產加工標準不一樣,工藝性能各不相同,應當降低她們的復混肥,都必須根據提升疊加層數來處理。五層共擠和三層共擠的隨意變換,固層占比1:1:1~1:5:1占比的靈便調節,生產制造1:2:2等不一樣的構造,這一系列的創新全是之前三層共擠沒法完成的技術性。
五層共擠智能棚膜所具備的優點:原料可挑選的空間更為普遍了,秘方設計方案具備大量協調能力和計劃方案,固層控制算法層面更具備優點,原料成本管理更為非常容易,棚膜商品特性和品質能夠 提高。武器裝備的生產能力能夠 提高,實際操作更為簡單靈便,應用越來越少的防腐劑做到高些的實際效果規定,便于發展新銷售市場。
五層共擠在幫我產生極大益處的另外,也會產生一些難題,例如高聚物流變學設計方案運用實際效果十分突顯,要徹底完成它務必借助4軸或5軸數控加工中心,沒有數控加工中心是難以完成這類新的核心理念。此外,超大型規格型號的五層模貝,也要考慮到導熱技術性的運用。所以說五層共擠的運用,務必借助科學研究的方式和方式,從設計方案、生產加工、安裝、調節到運用的每一個關鍵點都需要考慮到全方位,而且服務設施的規范化也十分關鍵,對工作環境的規定和避免影響要素操縱都十分關鍵,五層技術性的一致性將促進棚膜領域的發展,五層共擠將變成將來發展方位。
來源于:金明精機