3D打印和鑄造完滿結(jié)合:使小批量零件的制造效率更高
已有人閱讀此文 - -
前不久,F(xiàn)raunhofer IPA的科學研究工作人員開發(fā)設(shè)計出了一種將三d打印和鍛造融合在一起的新技術(shù)新工藝。在隨意增材鍛造(AFFC)中,第一個零件的罩殼便是用FLM加工工藝打印生產(chǎn)制造的,隨后再用一個雙組分環(huán)氧樹脂添充。那樣就節(jié)約了時間,提升了構(gòu)件的可靠性,并能夠包裝印刷新型材料。
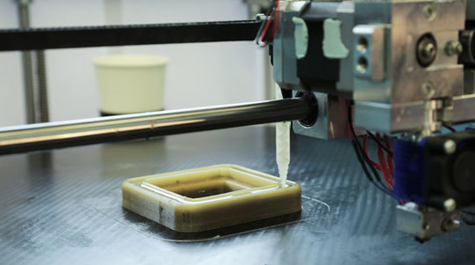
在隨意增材鍛造成形中,一部分外殼選用FDM打印,隨后再用兩成分化合物鋪滿它。?弗勞恩霍夫
增材生產(chǎn)制造,又被稱為三d打印,早已為工業(yè)生產(chǎn)產(chǎn)生了普遍的優(yōu)點。IPA權(quán)威專家Jonas Fischer表述說:“你鍵入一個產(chǎn)品工件的CAD數(shù)據(jù)信息,隨后就可以獲得一個打印好的構(gòu)件。”小批量生產(chǎn)、實體模型和單獨零件的生產(chǎn)制造速率都比注入成形要快,高效率高些。除此之外,還能夠建立一些繁雜的構(gòu)造并將一些作用集成化在一起。自然也存有一些缺陷。
干固只需三分鐘
FLM(熔化堆積)加工工藝,是現(xiàn)階段最普遍應用的三d打印加工工藝,一個噴頭可打印出一條直線來。這就造成了間隙和孔隙度。喬納斯?費舍爾填補道:“這類原材料并并不是徹底以模制作而成的的方式出現(xiàn)的。這代表著構(gòu)件的物理性能更差。除此之外,在FLM過程中,噴頭各自運用在每一層。要搭建一個大中型部件則必須很長期。第三個缺陷是,僅有在加溫時越來越綿軟的塑膠(稱之為熱固性塑料)才可以用以FDM打印。聚氨酯彈性體則不可以打印。
弗勞恩霍夫的科學研究工作人員如今早已找到一種將這種缺陷維持在最少程度的方式。為了更好地保證這一點,她們將打印過程與成形過程緊密結(jié)合。第一步是根據(jù)FLM過程制做零件外殼。權(quán)威專家們應用丙烯酸乳液(PVA),一種水溶生成高聚物,做為印刷耗材。接著,外殼被自動填充,應用的是精準定量分析的聚氨酯材料或環(huán)氧樹脂膠。用聚氨酯材料,只必須三分鐘就可以進行。接下去,假如必須,能夠提升部件的總數(shù)。一旦過程進行,一部分硬底化,就將其置放在水浴中。那樣建立出的3d打印的產(chǎn)品工件,其特性與鑄造件的特性類似。
大件生產(chǎn)制造是很有可能的
為了更好地將添充原材料注入到磨具中,IPA科學研究工作人員在三d打印機中安裝了一個獨特的雙組分原材料調(diào)料模塊。這代表著有可能進行全部過程――打印外殼和添充。打印過程不用被切斷,能夠像傳統(tǒng)式的三d打印那般徹底智能化操縱。

IPA的科學研究工作人員早已確認了這一過程的可行性分析,并建立了好多個原型機
除此之外,該程序流程容許應用雙組分環(huán)氧樹脂。耐高溫套能夠作為建筑裝飾材料。而且,能夠迅速地生產(chǎn)制造部件。喬納斯?費舍爾填補道:“你只必須打印外殼――作用力能夠進行剩余的工作中。”最終,當原材料徹底鋪滿時,這種元器件的可靠性會進一步提高,因此不容易出現(xiàn)出氣孔或孔隙度。
這類新方式適用各種各樣主要用途和領(lǐng)域。菲舍爾表述說:“比如,它能夠用以電防護元器件,例如電源插座。泡沫塑料和靠背,例如安全性層面所必須的,也適用這一過程”。正常情況下,大中型繁雜的部件只需少大批量時,隨意增材鍛造工藝是優(yōu)選。除此之外,它還有益于減脂。
來源于:原材料科技在線